Подавление вибрации и расширение возможностей. Черновая и чистовая обработка одним инструментом — комбинированная концевая фреза

Вибрация при прорезании пазов, шероховатые поверхности после черновых концевых фрез, необходимость смены инструмента между черновой и чистовой обработкой — уникальная конструкция Combination Edge от Tungaloy решает все эти производственные задачи. Благодаря запатентованной геометрии режущей кромки, сочетающей волнообразные и прямые режущие кромки — недоступной ни у одного конкурента — она подавляет вибрацию, выполняя всё от черновой до чистовой обработки одним инструментом. Сменная головка VEE-C и цельная FinishMeister — линейка из 2 продуктов охватывает любое применение. В данной статье представлен подробный анализ возможностей Combination Edge, подкреплённый данными внутренних испытаний и 5 примерами обработки пользователей.
Что вы узнаете из этой статьи
- Главная проблема при фрезеровании концевыми фрезами — «вибрация»: что показывают данные с производства
- Ключ к решению: что такое Combination Edge?
- Сравнение измеренных данных — почему она превосходит в прорезании пазов, фрезеровании уступов и чистовой обработке
- Реальная производительность: примеры обработки пользователей (5 успешных случаев + опубликованный пример)
- Резюме — подавите вибрацию и переходите к следующему резу
1. Главная проблема при фрезеровании концевыми фрезами — «вибрация»: что показывают данные с производства
Какая проблема беспокоит большинство производств при фрезеровании концевыми фрезами сегодня?
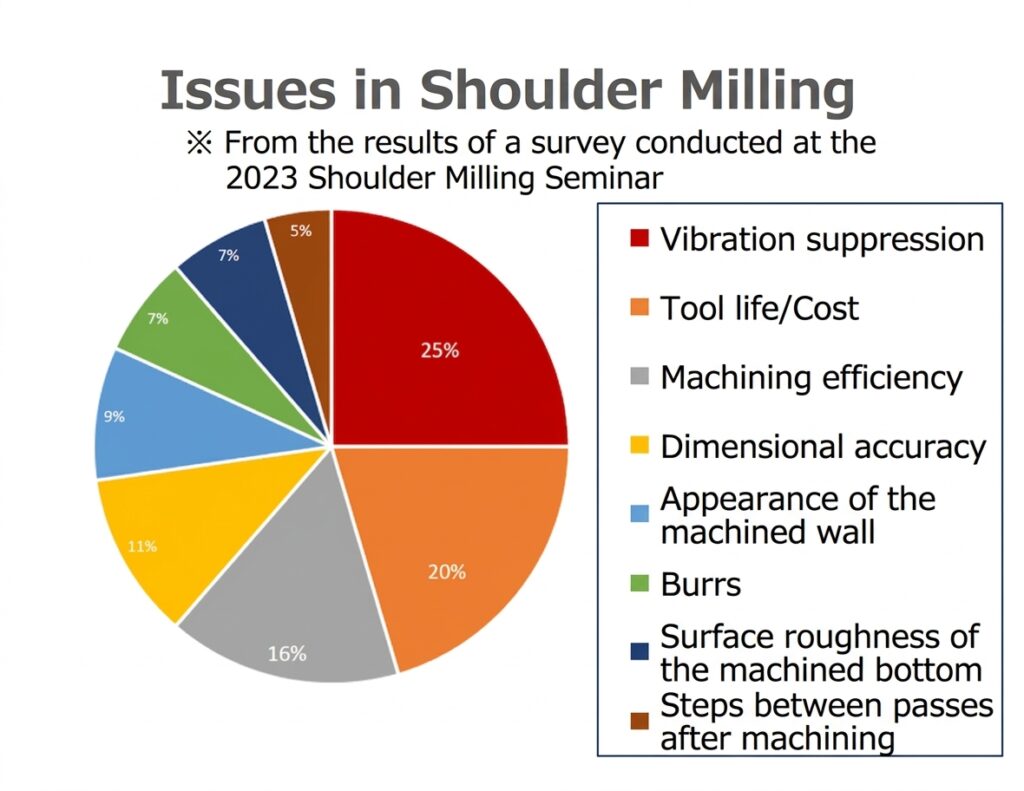
Ответ чётко показан в опросе, проведённом Tungaloy на семинаре по фрезерованию уступов в 2023 году.
| Место | Проблема | Процент |
|---|---|---|
| 1-е | Подавление вибрации | 25% |
| 2-е | Стойкость инструмента / Стоимость | 20% |
| 3-е | Эффективность обработки | 16% |
| 4-е | Точность размеров | 11% |
| 5-е | Внешний вид поверхности стенки | 9% |
| 6-е | Заусенцы | 7% |
| 7-е | Шероховатость нижней поверхности | 7% |
| 8-е | Следы ступеней между проходами | 5% |
1 из 4 респондентов назвал «подавление вибрации» своей главной проблемой. Она уверенно занимает 1-е место, опережая «стойкость инструмента/стоимость» (2-е) и «эффективность обработки» (3-е).
Этот опрос касался фрезерования уступов, но ситуация ещё сложнее при прорезании пазов. Прорезание пазов имеет структурные факторы, которые делают вибрацию более вероятной, чем при фрезеровании уступов.
- Большое количество задействованных зубьев — максимальное количество одновременно работающих режущих кромок означает, что сопротивление резанию значительно превышает фрезерование уступов
- Затруднённое удаление стружки — стружка имеет тенденцию накапливаться на дне паза, создавая риск повторного резания, накопления тепла и повреждения
- Усиление вибрации — полное круговое зацепление + большой вылет делают вибрацию ещё более вероятной
- Риск поломки — в глубоких пазах (1×D или более) прогиб инструмента увеличивается, что напрямую приводит к поломке
Между тем многие производства по умолчанию используют «обычную универсальную 4-зубую концевую фрезу». Согласно данным продаж Tungaloy (2022–2025), 4-зубые концевые фрезы составляют 84 % использования концевых фрез по количеству зубьев. Хотя они выбираются почти исключительно за универсальность, 4-зубые концевые фрезы не предназначены специально для подавления вибрации.
Как можно подавить вибрацию, одновременно достигая эффективности и стабильности при прорезании пазов? Ответ — Combination Edge.
2. Ключ к решению: что такое Combination Edge?
Структура Combination Edge
Combination Edge, представленная в FinishMeister и головках VEE-C, — это запатентованная геометрия режущей кромки с волнообразными режущими кромками и прямыми режущими кромками, расположенными поочерёдно.
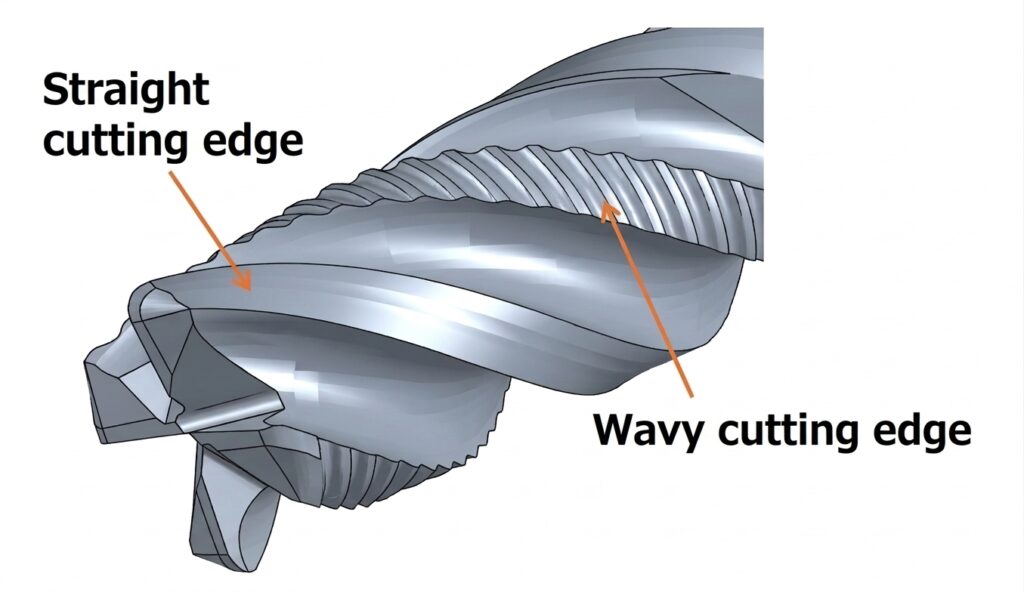
Эта структура имеет две различные роли:
- Волнообразные режущие кромки — распределяют длину контактной кромки для снижения сопротивления резанию. Подавляют вибрацию
- Прямые режущие кромки — сглаживают поверхность, оставленную волнообразными кромками, устраняя шероховатую текстуру, типичную для черновых концевых фрез. Обеспечивают качество обработки поверхности
Другими словами, один инструмент одновременно достигает «сниженного сопротивления при черновой обработке» и «гарантированного качества обработки поверхности».
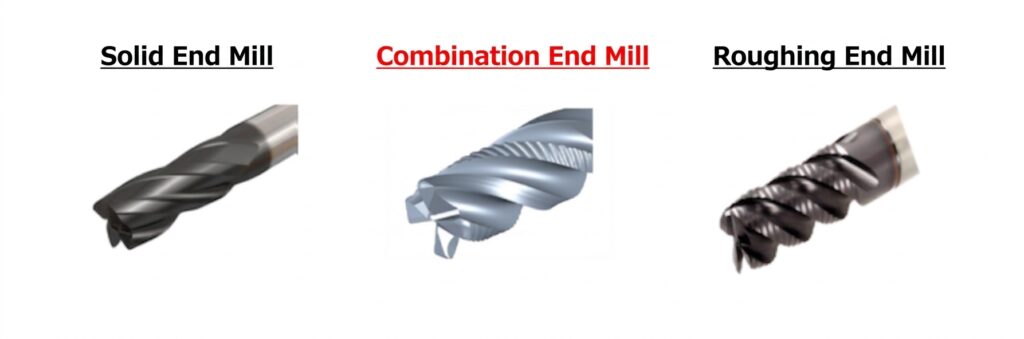
Чем она отличается от других типов режущих кромок
| Тип режущей кромки | Подавление вибрации | Качество поверхности | Диапазон применения | Примечания |
|---|---|---|---|---|
| Универсальная 4-зубая (неравномерный шаг/угол подъёма) | △ | ○ | Универсальное применение (прорезание пазов, фрезерование уступов) | Риск поломки в глубоких пазах |
| Черновая | ◎ | × | Все черновые операции | Шероховатая поверхность требует отдельного чистового инструмента |
| Комбинированная | ○ | ○ | От прорезания пазов до фрезерования уступов (черновая + чистовая) | От черновой до чистовой обработки одним инструментом |
ВАЖНО
Уникальная геометрия режущей кромки, доступная только от Tungaloy — линейка из 2 продуктов
Combination Edge обеспечивает подавление вибрации на уровне черновых концевых фрез, одновременно достигая качества обработки поверхности, близкого к универсальным 4-зубым концевым фрезам. Такая комбинация не существует ни в одном продукте конкурентов — это геометрия режущей кромки, которую может предложить только Tungaloy.
Combination Edge — 2 линейки продуктов
Tungaloy предлагает Combination Edge в 2 сериях продуктов. Выберите оптимальную линейку в зависимости от условий обработки, стоимости и требований применения.
| Продукт | Тип | Диаметр инструмента | Особенности и применение | |
|---|---|---|---|---|
 |
VEE-C | Сменная головка (TungMeister) |
φ10–φ25 | Замена головки снижает эксплуатационные расходы. Совместима с высокожёсткими хвостовиками для станков с низкой жёсткостью |
 |
FinishMeister | Цельная | φ6–φ20 | Доступна с малых диаметров. Проверенный опыт на многофункциональных станках и в применениях с большим вылетом. Опубликованный пример на Kondo Iron Works |
Обе имеют одинаковую философию конструкции Combination Edge (чередующиеся волнообразные + прямые кромки). Хотя данные и примеры в этой статье в основном сосредоточены на VEE-C, Combination Edge обеспечивает одинаково эффективные результаты с FinishMeister.
3. Сравнение измеренных данных — почему она превосходит в прорезании пазов, фрезеровании уступов и чистовой обработке
Далее мы проверяем производительность Combination Edge по трём осям — прорезание пазов, фрезерование уступов и чистовая обработка — используя данные обширных испытаний резания, проведённых внутри компании в Tungaloy.
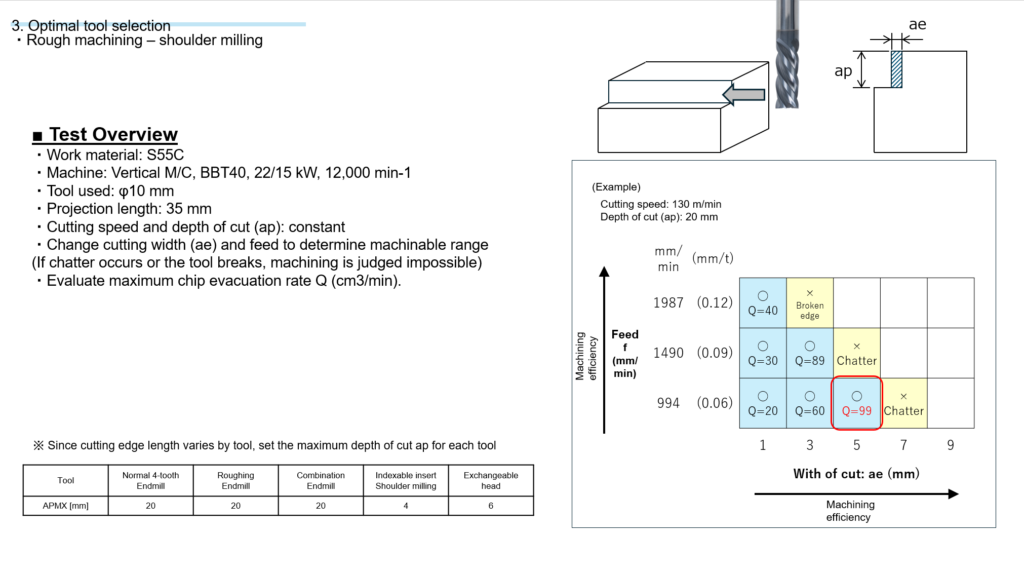
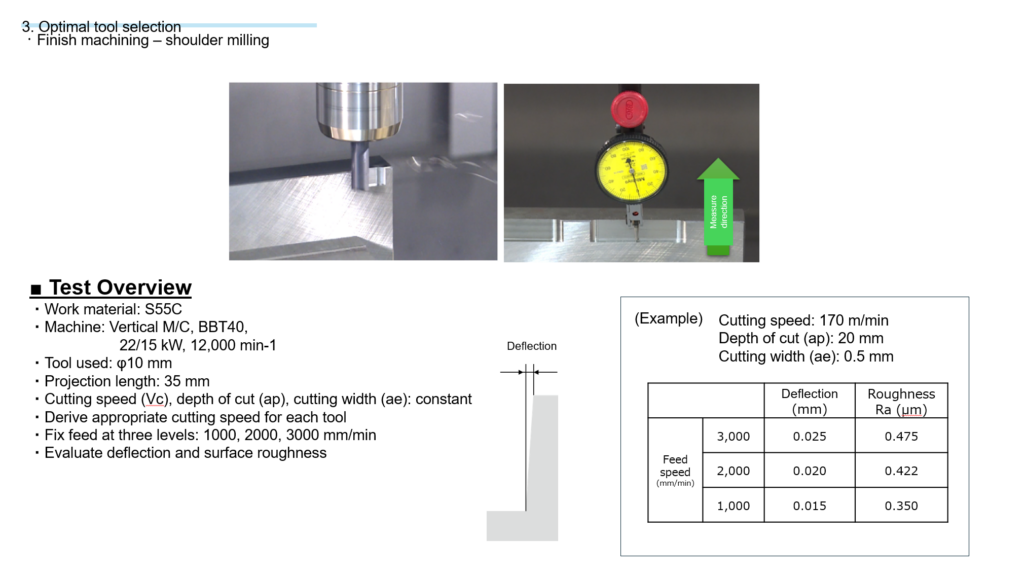
Обзор испытаний
| Материал заготовки | S55C |
|---|---|
| Станок | Vertical machining center BBT40 (22/15 кВт, 12 000 мин⁻¹) |
| Диаметр инструмента | φ10 mm |
| Длина вылета | 35 mm (L/D=3,5) |
| Скорость резания | Vc = 100 m/min *Оценка при скорости, склонной к вибрации, для целей оценки |
① Прорезание пазов — подавляющая эффективность в глубоких пазах
При прорезании пазов режущая кромка зацепляется с заготовкой по всей окружности, что приводит к высокому сопротивлению резанию и рискам вибрации/поломки, значительно превышающим фрезерование уступов. Именно в этой требовательной среде волнообразные режущие кромки Combination Edge обеспечивают наибольший эффект распределения сопротивления резанию.
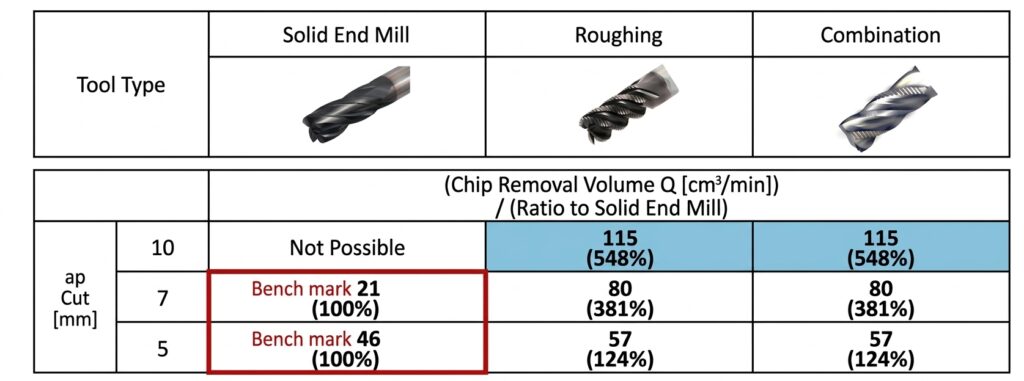
Ключевые данные
548 % по сравнению с универсальной 4-зубой при глубине паза 1×D
При ap=10 mm (глубина паза 1×D) универсальная 4-зубая не смогла выполнить обработку. Combination Edge достигла 548 % скорости съёма материала по сравнению с универсальной 4-зубой. В этом диапазоне глубоких пазов — где высокоподачные инструменты и индексируемые пластины не могут работать — только Combination Edge обеспечивает стабильную обработку.
Почему она сильна в глубоких пазах? — Волнообразные режущие кромки распределяют длину контакта на зуб, смягчая резкое увеличение сопротивления резанию от полного кругового зацепления. Это подавляет вибрацию, позволяя продолжать обработку без поломки даже на глубинах, которые универсальная 4-зубая не выдерживает.
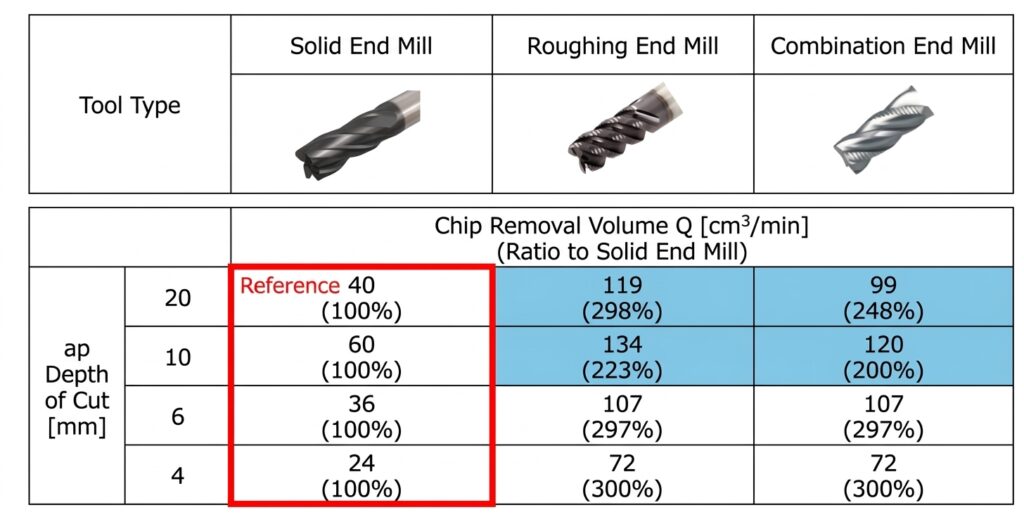
② Фрезерование уступов — меньше вибрации означает, что можно работать интенсивнее
Как представлено в разделе 1, проблема № 1 при фрезеровании уступов — «подавление вибрации» (25 %). Combination Edge обеспечивает как подавление вибрации, так и высокую эффективность при фрезеровании уступов.
Три ключевых вывода из этих данных:
Пункт 1: при ap≤6 mm полностью равная эффективность черновым концевым фрезам
В диапазоне ap=4–6 mm — наиболее часто используемой глубине резания при фактическом фрезеровании уступов — Combination Edge достигает почти идентичной скорости съёма материала черновым концевым фрезам. По сравнению с универсальной 4-зубой до 300 % (3×). В этом диапазоне Combination = Черновая по эффективности.
Пункт 2: даже при глубоких резах ap=10–20 mm, 2–2,5× по сравнению с универсальной 4-зубой
Даже при глубоком фрезеровании уступов при ap=20 mm Combination Edge достигает 248 % по сравнению с универсальной 4-зубой. Хотя она не соответствует черновым концевым фрезам, она занимает второе место по эффективности. Более того, поскольку черновые концевые фрезы не могут обеспечить качество чистовой обработки, обсуждаемое ниже, Combination Edge часто выигрывает по общей эффективности процесса, когда включена чистовая обработка.
Пункт 3: меньше вибрации означает, что можно «работать интенсивнее»
Волнообразные режущие кромки Combination Edge также распределяют длину контактной кромки при фрезеровании уступов, снижая сопротивление резанию. Это подавляет вибрацию, облегчая увеличение Vc и fz. Помимо различий в эффективности, показанных в данных, это большое преимущество с точки зрения «можете ли вы фактически увеличить условия на производстве?»
Фактически, в примере 3 (SS400, BT40), при замене черновой концевой фрезы на VEE-C условия были увеличены — Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — что привело к 1,5× эффективности и 1,7× стойкости инструмента. «Она не вибрирует, поэтому можно работать интенсивнее» — это то, что пользователи испытывают на производстве.
Резюме по фрезерованию уступов
До 3× эффективности по сравнению с универсальной 4-зубой
Combination Edge обеспечивает до 3× эффективности по сравнению с универсальной 4-зубой при фрезеровании уступов. При ap≤6 mm она полностью равна черновым концевым фрезам. Кроме того, эффект подавления вибрации создаёт запас для увеличения условий резания, обеспечивая реальные выигрыши в эффективности, превышающие то, что предполагают одни данные.
③ Чистовая обработка — доказанное качество поверхности, равное универсальной 4-зубой
«Я понимаю, что она сопротивляется вибрации и эффективна при черновой обработке. Но может ли Combination Edge действительно обеспечить хорошую чистовую обработку?» — это наиболее часто задаваемый вопрос.
Короткий ответ: Combination Edge достигает качества обработки поверхности, почти равного универсальной 4-зубой. См. данные по прогибу стенки и шероховатости поверхности Ra, измеренные в семинарских испытаниях.
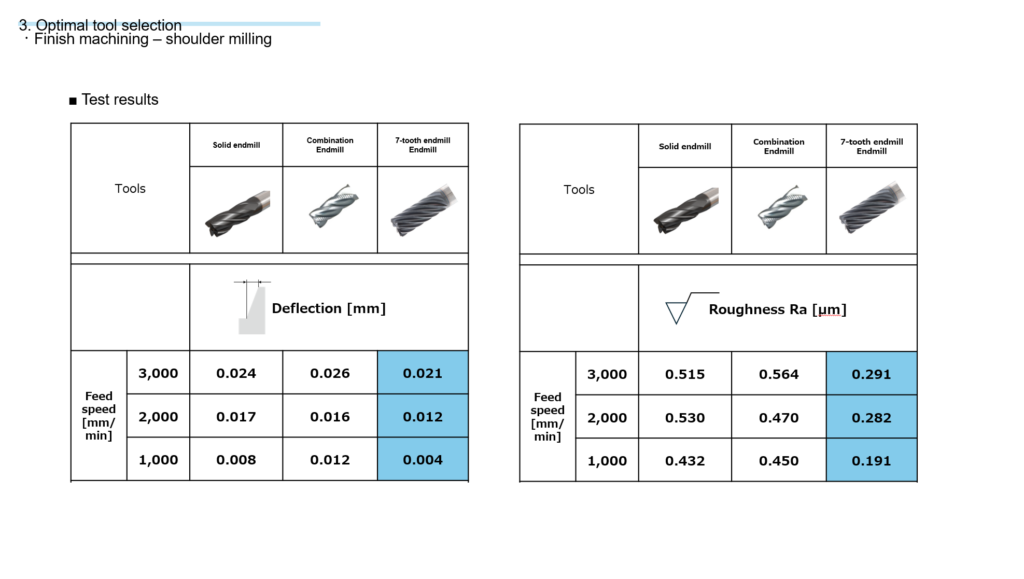
Сравнение прогиба стенки [mm]
| Скорость подачи | Универсальная 4-зубая | Комбинированная | Разница | 7-зубая (справочно) |
|---|---|---|---|---|
| 3 000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2 000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1 000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Сравнение шероховатости поверхности Ra [μm]
| Скорость подачи | Универсальная 4-зубая | Комбинированная | Разница | 7-зубая (справочно) |
|---|---|---|---|---|
| 3 000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2 000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1 000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Вот ключевые выводы из данных:
① Различия в прогибе и Ra по сравнению с универсальной 4-зубой минимальны
Максимальная разница в прогибе составляет 0,004 mm, а максимальная разница в Ra — 0,049 μm. Обе не являются значительными различиями для практических целей обработки. При скорости подачи 2 000 mm/min Combination Edge фактически превзошла 4-зубую (более низкие значения) как по прогибу, так и по Ra.
② Совершенно другой уровень обработки по сравнению с черновыми концевыми фрезами
Черновые концевые фрезы полностью состоят из волнообразных режущих кромок, оставляя неровности поверхности, требующие отдельной чистовой операции. Прямые режущие кромки Combination Edge сглаживают поверхность, достигая качества обработки, полностью отличающегося от черновых концевых фрез. Это прямая причина, по которой возможна «черновая и чистовая обработка одним инструментом».
③ Не может сравниться со специализированным 7-зубым чистовым инструментом, но применение другое
Для высокоточной чистовой обработки, требующей Ra в диапазоне 0,2 μm, оптимален многозубый 7-зубый инструмент. Однако для типичных допусков чистовой обработки (около Ra 0,5 μm) Combination Edge полностью способна. Более того, поскольку Combination Edge может переходить непосредственно от черновой к чистовой обработке, смена инструмента и наладка исключаются.
Резюме по чистовой обработке
Качество обработки поверхности, равное универсальной 4-зубой
Обработка поверхности Combination Edge на уровне универсальной 4-зубой как по прогибу, так и по Ra. Это не просто «инструмент только для черновой обработки» — данные доказывают, что она может справиться со всем от черновой до чистовой обработки одним инструментом. Для общей чистовой обработки около Ra 0,5 μm нет необходимости менять инструменты между черновой и чистовой обработкой.
Резюме раздела 3 — универсальность, охватывающая прорезание пазов, фрезерование уступов и чистовую обработку
| Ось сравнения | по сравнению с универсальной 4-зубой | по сравнению с черновой концевой фрезой |
|---|---|---|
| Эффективность прорезания пазов | До 5,5× (548 %) | Равная или лучше (превосходит в глубоких пазах) |
| Эффективность фрезерования уступов | До 3× (300 %) | Равная (ap≤6 mm) |
| Подавление вибрации | Подавляюще превосходит | Равная (превосходит при прорезании пазов) |
| Качество обработки поверхности | Равное (минимальная разница в прогибе/Ra) | Подавляюще превосходит |
| Консолидация инструмента | — | Черновая + чистовая одним инструментом |
Combination Edge — это не «инструмент только для Прорезания пазов». Высочайшая эффективность при Прорезании пазов, высокая эффективность с подавлением вибрации при Фрезеровании уступов и качество поверхности, эквивалентное универсальной 4-зубой фрезе — это единственная геометрия кромки, обеспечивающая высокую производительность по всем трем осям.
4. Реальная производительность: примеры обработки у пользователей (5 успешных историй + опубликованный кейс)
Помимо данных внутренних испытаний, все 5 оценок полевых испытаний у пользователей привели к «выигрышным» результатам. Мы представляем примеры из практики как VEE-C (сменная головка), так и FinishMeister (цельная).
Обзор примеров
| # | Продукт | Метод обработки | Материал заготовки | Диаметр инструмента | Станок | Коэффициент эффективности | Коэффициент стойкости инструмента |
|---|---|---|---|---|---|---|---|
| Пример 1 | FinishMeister | Фрезерование уступов (клапан) | SUS316 | φ12 | Многоцелевой станок | 3× | 15× |
| Пример 2 | FinishMeister | Фрезерование уступов (поршень) | FCD500 | φ25 | Крупный горизонтальный обрабатывающий центр / HSK100 | 3× | Равно |
| Пример 3 | VEE-C | Фрезерование уступов | SS400 / 160HB | φ25 | Вертикальный обрабатывающий центр / BT40 | 1.5× | 1.7× |
| Пример 4 | VEE-C | Прорезание пазов | SKD11 / 40HRC | φ12 | Вертикальный обрабатывающий центр / BT50 | 2× | 2× |
| Пример 5 | VEE-C | Прорезание пазов | SUS430F | φ10 | Вертикальный обрабатывающий центр / BT30 | 2.8× | Равно |
Основное
«Выигрышные» оценки как для VEE-C, так и для FinishMeister
Будь то сменная головка или цельная фреза, эффективность Combination Edge доказана. Благодаря повышению эффективности до 3 раз и стойкости инструмента до 15 раз достигаются значительные улучшения независимо от типа продукта.
Примеры использования FinishMeister
Пример 1 Обработка клапана из SUS316: 3-кратная эффективность, 15-кратная стойкость инструмента
Детали обработки
- Метод обработки: Фрезерование уступов (наружный диаметр клапана)
- Материал заготовки: SUS316 (нержавеющая сталь)
- Диаметр инструмента: φ12
- Станок: Многоцелевой станок
- Отрасль: Автомобилестроение
Проблемы
- Низкая жесткость зажима заготовки препятствовала токарной обработке; ранее обрабатывалось 4-зубой цельной твердосплавной концевой фрезой
- Производительность стагнировала. Короткий срок службы инструмента с возникновением вибрации по мере износа
Улучшение с FinishMeister
- Используемый инструмент: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0.06 mm/z, ap=5 mm, ae: 1→2 mm — условия увеличены
- MRR: 1.27 → 3.82 cm³/min (3-кратная эффективность)
- Длина резания: 0.3 → 4.5 m (15-кратная стойкость инструмента)
- Волнообразные режущие кромки снизили сопротивление резанию, подавляя вибрацию даже по мере износа
ПУНКТ
3-кратная эффективность и 15-кратная стойкость инструмента — значительное улучшение
Даже в условиях низкой жесткости зажима, низкорезистивные характеристики Combination Edge обеспечили 3-кратную эффективность и 15-кратную стойкость инструмента. Вибрация остается подавленной даже при увеличенной скорости резания, что обеспечивает стабильную обработку в агрессивных условиях.
Пример 2 Обработка поршневого кольца из FCD500: 3-кратная эффективность + консолидация инструмента

Детали обработки
- Метод обработки: Фрезерование уступов (токарно-фрезерная обработка наружного диаметра поршня)
- Материал заготовки: FCD500 (ковкий чугун)
- Диаметр инструмента: φ25
- Станок: Крупный горизонтальный обрабатывающий центр (#50 / HSK100)
- Отрасль: Судостроение
Проблемы
- Ранее использовались две концевые фрезы — одна для черновой, другая для чистовой обработки
- Проблемы с заменой инструмента и временем цикла
Улучшение с FinishMeister
- Используемый инструмент: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0.07 mm/z, ap=30 mm, ae: 3→6 mm — условия увеличены
- MRR: 25.35 → 77.01 cm³/min (3-кратная эффективность)
- Стойкость инструмента эквивалентна предыдущей — без проблем
- Черновая и чистовая обработка объединены в одну FinishMeister. Принято для массового производства
ПУНКТ
3-кратная эффективность + консолидация инструмента — принято для массового производства
Консолидация с двух инструментов на один FinishMeister, достижение 3-кратной эффективности. Стойкость инструмента осталась эквивалентной, что привело к внедрению на линии массового производства.
Примеры использования VEE-C
Пример 3 Замена черновой концевой фрезы: 1.5-кратная эффективность + консолидация инструмента
Детали обработки
- Метод обработки: Фрезерование уступов
- Материал заготовки: SS400 (160HB)
- Диаметр инструмента: φ25
- Станок: Вертикальный обрабатывающий центр / BT40
Проблемы
- В настоящее время используется твердосплавная черновая концевая фреза конкурента
- Цельная концевая фреза ограничена глубиной резания 20 мм. Происходит повреждение режущей кромки
- Требовались отдельные инструменты для черновой и чистовой обработки
Улучшение с VEE-C
- Vc: 100→120 m/min, fz: 0.12→0.15 mm/z — условия увеличены
- MRR: 61.12 → 91.67 cm³/min (прибл. +50%)
- Срок службы головки: 3 детали на головку → 5 деталей на головку (1.7×)
- Черновая + чистовая обработка объединены в одну VEE-C. Время смены инструмента также сокращено
ПУНКТ
1.5-кратная эффективность + 1.7-кратная стойкость инструмента + консолидация инструмента
Черновая концевая фреза не могла обеспечить качество чистовой обработки и требовала отдельного чистового инструмента. VEE-C объединила черновую + чистовую обработку в один инструмент, достигнув одновременно 1.5-кратной эффективности и 1.7-кратной стойкости инструмента.
Пример 4 Консолидация с 2 инструментов из быстрорежущей стали на 1 VEE-C: 2-кратная эффективность, 2-кратная стойкость инструмента

Детали обработки
- Метод обработки: Прорезание пазов
- Материал заготовки: SKD11 (40HRC)
- Диаметр инструмента: φ12
- Станок: Вертикальный обрабатывающий центр / BT50
Проблемы
- В настоящее время используется установка из 2 инструментов из быстрорежущей стали: черновая концевая фреза + чистовая концевая фреза из быстрорежущей стали
- Проблемы с заменой инструмента и временем цикла
- Инструменты из быстрорежущей стали ограничивают скорость обработки
Улучшение с VEE-C
- Условие B: Vc=40, ap=4, ae=12, fz=0.03 → MRR: 3.06 → 6.11 cm³/min (2×)
- 5 деталей на головку (2-кратная стойкость инструмента)
- Черновая и чистовая обработка объединены в одну VEE-C → Отсутствие необходимости в смене инструмента
ПУНКТ
2-кратная эффективность, 2-кратная стойкость инструмента — значительное улучшение
Консолидация с установки из 2 инструментов из быстрорежущей стали на один VEE-C. 2-кратная эффективность и 2-кратная стойкость инструмента — значительное улучшение. Стабильная обработка даже SKD11 с высокой твердостью 40HRC.
Источник: TR78848
Пример 5 Удвоенная глубина резания для сокращения времени цикла

Детали обработки
- Метод обработки: Прорезание пазов и Фрезерование уступов
- Материал заготовки: SUS430F
- Диаметр инструмента: φ10
- Станок: Вертикальный обрабатывающий центр / BT30
Проблемы
- Вибрация с текущей твердосплавной концевой фрезой конкурента ограничивала достижимую глубину резания (ap)
- Трудно увеличить условия в среде BT30 с низкой жесткостью
Улучшение с VEE-C
- Глубина резания увеличена с ap=1mm до 2mm
- Тест 3: Vc=66, ap=2, ae=10, fz=0.05 → MRR: 8.40 cm³/min
- Стойкость инструмента осталась эквивалентной предыдущей, качество поверхности также эквивалентно. Звук резания был тихим
ПУНКТ
Удвоенная глубина резания для сокращения времени цикла
Использование устойчивости VEE-C к вибрации для сокращения времени цикла. Стабильная обработка в агрессивных условиях даже на станке BT30 с низкой жесткостью.
Опубликованный пример: Kondo Iron Works × FinishMeister Combination Edge
5 приведенных выше примеров основаны на внутренних отчетах об испытаниях, но есть также официально опубликованная история успеха.

Kondo Iron Works Co., Ltd. (город Инуяма, префектура Айти) специализируется на обработке компонентов станков и строительной техники. Компания внедрила цельную концевую фрезу Combination Edge FinishMeister φ12 на многоцелевом станке, достигнув значительных результатов.
| Используемый продукт | FinishMeister φ12 (цельная концевая фреза Combination Edge) |
|---|---|
| Детали обработки | Фрезерование уступов и Прорезание пазов цилиндрической части вала (посадочное место болта, шпоночный паз) |
| Материал заготовки | S45C |
| Станок | Многоцелевой станок (многосторонняя обработка за один зажим) |
| Проблема | На многоцелевых станках длинный вылет концевой фрезы вызывает вибрацию → невозможно увеличить условия резания |
| Условия резания | Vc=100 m/min, f=0.26 mm/rev (fz=0.065), ap=7–8 mm, ae=12 mm |
Результаты:
- Сокращение времени обработки — подавление вибрации Combination Edge позволило выполнять обработку с большой глубиной резания. Меньшее количество проходов сократило время цикла
- Консолидация инструмента — возможность черновой обработки плюс качество чистовой обработки в одном инструменте. Черновая и чистовая обработка объединены в один инструмент
Комментарии руководителя производства
«Достигнуты значительные результаты при обработке с большим вылетом, где склонна возникать вибрация»
«Сокращено время обработки за счет уменьшения количества проходов»
«Установлен более длинный вылет инструмента для обеспечения совместного использования инструмента в различных установках»
VEE-C — это продукт, который использует ту же Combination Edge, проверенную на Kondo Iron Works, в формате сменной головки. Цельная FinishMeister и сменная головка VEE-C — выбирайте из 2 линеек в зависимости от вашего применения и экономической целесообразности.
Резюме — Подавление вибрации и переход к следующему резу
В этой статье были продемонстрированы возможности Combination Edge от Tungaloy через ее структуру, данные и примеры использования. Вот ключевые моменты:
- Самая большая проблема при концевом фрезеровании — это «вибрация» — 25% респондентов на производстве назвали ее проблемой №1 в реальном опросе
- Combination Edge — это уникальная геометрия — волнообразные кромки подавляют вибрацию, прямые кромки сглаживают поверхность
- Проверено в 874 тестовых условиях — до 5.5-кратной эффективности при Прорезании пазов, до 3-кратной при Фрезеровании уступов. Качество поверхности, эквивалентное универсальной 4-зубой фрезе
- Все 5 примеров использования получили оценку «выигрыш» — до 3-кратной эффективности, до 15-кратной стойкости инструмента
- Проверено на станках BT30, BT40 и многоцелевых станках — стабильная обработка даже на станках с низкой жесткостью и большим вылетом
- Черновая и чистовая обработка одним инструментом — консолидация инструмента сокращает время настройки и затраты
- Двухлинейный ассортимент продукции охватывает любое применение — VEE-C (сменная головка) и FinishMeister (цельная)
Если вы занимаетесь повышением эффективности Прорезания пазов, борьбой с вибрацией или консолидацией инструмента, попробуйте Combination Edge.