
Это путь к успеху, пройденный торговыми представителями Tungaloy вместе со своими клиентами.
Достижение 48 часов безлюдной работы в выходные дни! Какой фасочный инструмент решил проблему узкого места, блокирующего безлюдное производство?
Сотрудничество в интервьюTsubakimoto Mayfran Inc.


Торговый представитель Tungaloy
Такахико МуратаТакахико Мурата
- Родной город
- Город Киото, префектура Киото
- Карьера
- Присоединился в январе 1987 года (прием на работу в середине карьеры). 36-й год.
- Хобби
- Я начал заниматься горнолыжными гонками в средней школе и до сих пор активно участвую в соревнованиях.
В межсезонье — только гольф.
Любой, кто занимается металлообработкой, хотя бы раз видел «конвейер для стружки». На этот раз мы представляем пример улучшения, связанный с конвейерами для стружки.
Компания Tsubakimoto Mayfran Inc. со штаб-квартирой в городе Кока, префектура Сига, была основана в 1973 году как совместное предприятие между Tsubakimoto Chain Co. и Mayfran International. В 1974 году компания начала производство конвейера для стружки «ChipTote». С тех пор компания разработала широкий спектр продуктов для транспортировки материалов и в настоящее время широко известна как комплексный производитель оборудования для транспортировки материалов и обработки охлаждающей жидкости.
Компания Tsubakimoto Mayfran Inc. продолжает предоставлять продукты и услуги высочайшего качества для обеспечения глобального удовлетворения и доверия клиентов в области «транспортировки и обработки» «металлической стружки, охлаждающей жидкости и твердых отходов».
Содержание
Проект собственного производства ременных штифтов
Компания Tsubakimoto Mayfran Inc. производит конвейеры — свой флагманский продукт — на заводе штаб-квартиры в городе Кока, префектура Сига. Завод штаб-квартиры является материнским заводом, который выполняет все операции от работы с листовым металлом до сварки, сборки и окраски в интегрированном процессе производства конвейеров. Именно в это время возникла проблема с закупкой ременных штифтов — одного из ключевых компонентов конвейера. Ранее завод штаб-квартиры практически не выполнял операций металлообработки, и производство ременных штифтов, требующих механической обработки, было передано на аутсорсинг. Однако субподрядчику стало трудно продолжать производство. Для решения этой проблемы был запущен проект собственного производства ременных штифтов. Руководителем проекта был назначен г-н Ичихаси из отдела производственной инженерии, обладавший глубокими знаниями в области металлообработки.

«Перенеся ранее переданное на аутсорсинг производство ременных штифтов на наш завод штаб-квартиры, мы могли получить множество преимуществ, поэтому мы решили приступить к собственному производству. Собственное производство обеспечивает гибкое планирование производства в соответствии со спросом и упрощает мелкосерийное производство. При аутсорсинге нам необходимо было поддерживать большие запасы компонентов (незавершенное производство) из-за размеров партий заказов и сроков выполнения. Производя собственными силами, мы можем гибко корректировать графики производства и размеры партий в соответствии с требованиями клиентов. Внедрение производства точно в срок привело к значительному сокращению запасов компонентов».
Это был важный проект с ожидаемым повышением эффективности производства.
«Помимо ожиданий по сокращению сроков выполнения и сокращению запасов, мы также поставили целью этого проекта запуска конкурентоспособность по затратам. Учитывая производственные затраты, зарубежное производство было одним из вариантов, но производство компонентов на заводе штаб-квартиры — месте окончательной сборки — является оптимальным с точки зрения сроков транспортировки (местное производство для местного потребления). Поэтому мы поставили цель создать производственную линию с конкурентоспособностью по затратам, которая может соответствовать зарубежному производству даже при отечественном производстве. Мы считали, что ключом к достижению конкурентоспособности по затратам была «автоматизация и продленная безлюдная работа».
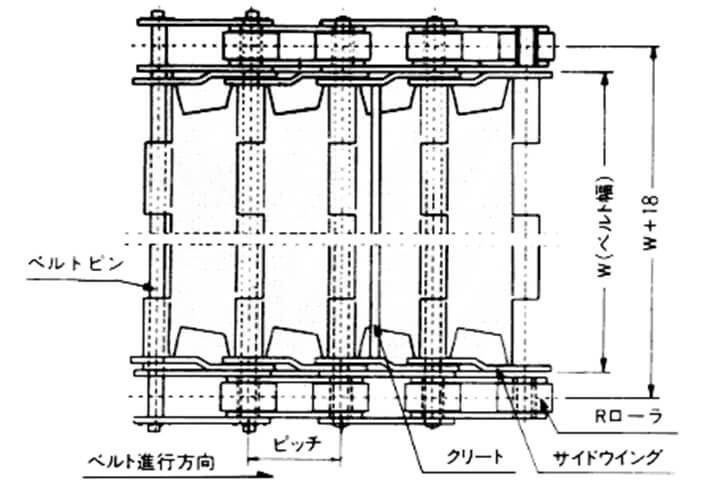
Внешний вид и конструкция шарнирного стального ленточного конвейера
Внешний вид ременных штифтов

Узкое место, блокирующее безлюдную работу
Для достижения поставленных целей продолжалось строительство линии. Поскольку ременные штифты являются длинными цилиндрическими деталями, для подачи материала был принят прутковый податчик. Кроме того, для автоматизации повторного захвата длинных заготовок и обработки обоих концов был выбран токарный станок с ЧПУ с дополнительным шпинделем, автоматизирующий все операции от загрузки заготовки, обработки до выгрузки заготовки.
Ременные штифты выпускаются в различных моделях с разными диаметрами и длинами. Программы обработки были созданы и проверены для каждой модели, и запуск первых обработанных компонентов завода был успешно завершен.
Хотя запуск обработки был успешно завершен, другая цель — достижение продленной безлюдной работы — еще не была достигнута. Инструменты, используемые в двух процессах, имели короткий срок службы, и высокая частота смены инструмента делала продленную работу невозможной.
«Мы стремились обрабатывать модели с относительно большими производственными партиями посредством безлюдной работы в выходные дни. Например, завершить настройку при уходе в пятницу и начать обработку. Если бы мы могли выполнять безлюдную обработку в течение выходных (субботы и воскресенья), это значительно способствовало бы эффективности производства линии и производственным затратам. Для достижения этого нам необходимо было обеспечить примерно 48 часов безлюдной работы, но проблемы со сроком службы инструмента в узких местах не позволяли нам достичь цели».
Узкие места в обработке ременных штифтов
Узкое место 1: отрезка / чистовое точение торца
Поскольку в производстве использовался прутковый податчик, процесс отрезки был одной из основных операций. Кроме того, из-за ограничений по количеству инструментов и позиций револьверной головки, необходимых для обработки различных моделей, отрезной резец также использовался для чистовой обработки торца для консолидации использования инструмента.
Узкое место 2: центровка + снятие фаски
Для повышения точности положения отверстия перед обработкой отверстия выполнялась центровка. Поскольку эти отверстия требовали C-фаски, процесс был разработан таким образом, чтобы использовать 90° фасочный инструмент, приводимый глубже заранее, для объединения центровки и снятия фаски в одной операции.
Изображение обработки процесса «центровка + снятие фаски»
- Процесс 1
Центровка + снятие фаски

- Процесс 2
Сверление
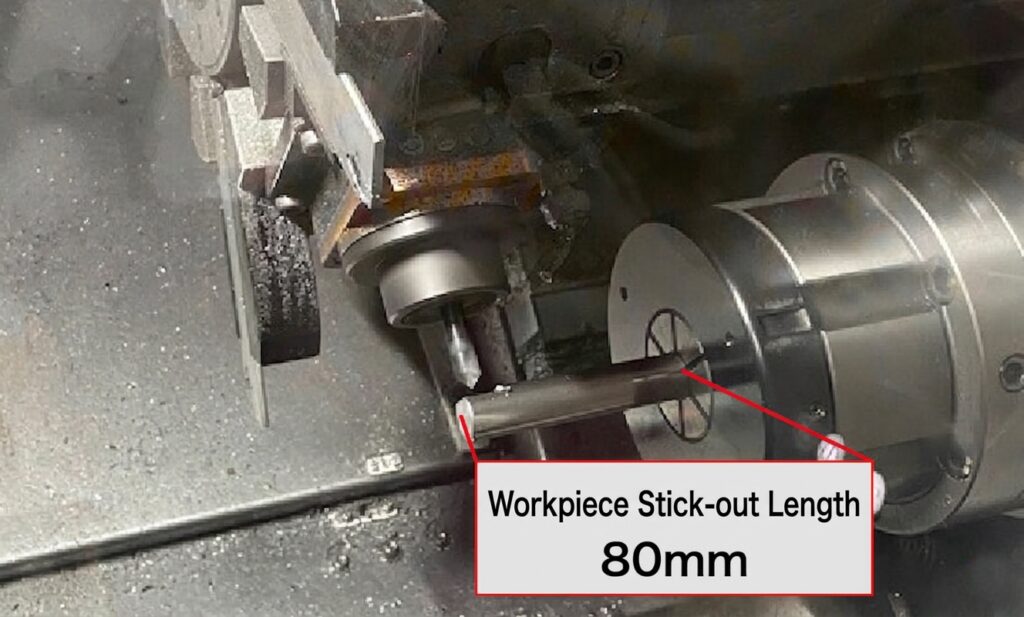
«Процесс, который я считал особенно проблемным, был именно этот процесс «центровка + снятие фаски». Из-за интерференции между цанговым патроном, захватывающим заготовку, и вращающимся инструментальным блоком, а также ограничений диапазона фрезерования станка, заготовка должна была выступать примерно на 80 mm для фрезерных операций. Более того, поскольку обработка происходила вблизи торца, она должна была выполняться в консольной установке. При заготовке в состоянии низкой жесткости обработка становилась нестабильной. Вибрация была особенно выражена на моделях ременных штифтов меньшего диаметра, что приводило к фаскам с неправильной формой отверстий».
«Мы запрашивали улучшения инструмента у нескольких производителей и работали над улучшением инструмента. У нас были изготовлены специальные инструменты одним производителем, и мы провели испытания, но мы испытывали трудности с поиском инструмента, который обеспечил бы необходимое нам улучшение».
Цель продленной безлюдной работы зашла в тупик.
Токарный станок с ЧПУ с прутковым податчиком и дополнительным шпинделем, используемый для обработки центральных штифтов

Вид процесса «центровка» + «снятие фаски»
Решения для узкого места
Примерно в это время г-н Ичихаси и Мурата из офиса продаж Tungaloy в Киото впервые встретились.
Запрос на консультацию относительно обработки сверлильным продуктом, который выбрал г-н Ичихаси, достиг Мураты через дистрибьютора. Когда Мурата посетил г-на Ичихаси, он узнал о проблемах, с которыми сталкивался г-н Ичихаси.
«Для улучшения инструмента отрезки/точения торца я предложил TungCut. TungCut имеет уникальное дугообразное седло пластины, которое обеспечивает сильное сопротивление боковым силам, что делает его серией канавочных/отрезных инструментов, способных выполнять не только отрезку, но и токарные операции. Я выбрал AH7025, нашу новейшую марку, для пластины. Поскольку эта марка уже показала отличные результаты у других клиентов, я рекомендовал провести испытания с ней».
«Когда мы испытали AH7025, мы достигли продления срока службы инструмента и решили одно из узких мест. Первоначально мы использовали охлаждающую жидкость для обработки с точки зрения срока службы инструмента и качества чистоты поверхности. Однако использование охлаждающей жидкости требует периодической замены из-за ухудшения качества воды, а ее утилизация в качестве отработанного масла вызывает экологические проблемы, которые в последнее время становятся все более актуальными. Мы хотели установить сухую обработку без охлаждающей жидкости. В этом отношении AH7025 обеспечил удовлетворительное качество чистоты поверхности даже при сухой обработке, при этом в достаточной степени достигая целевого срока службы инструмента. Мы были честно впечатлены вашей инструментальной технологией».
«Для другого узкого места — «центровка + снятие фаски» — я предполагал, что это будет сложное улучшение, учитывая условия малого диаметра заготовки и большого вылета. Поскольку инструмент со сменными головками TungMeister предлагает широкий выбор фасочных головок, я изучил, можем ли мы выбрать оптимальную головку для обработки ременных штифтов из этой линейки».

Концевая фреза со сменными головками TungMeister: широкий выбор фасочных головок
Концевая фреза со сменными головками TungMeister предлагает обширную линейку головок помимо квадратных головок, включая высокоподачные, шаровые, фасочные, сверлильные головки и головки шлицевого типа. Линейка фасочных инструментов, в частности, включает фасочные головки с явно различными характеристиками.

«Среди нескольких доступных типов головок я выбрал тип VDS — самую острую режущую конструкцию с наименьшим сопротивлением — для этого применения».
Фасочные головки TungMeister доступны в трех типах: «тип VCP с прессованной конструкцией для экономической эффективности», «тип VCA с многозубой конструкцией для производительности» и «тип VDS с конструкцией большого угла наклона спирали для резания с низким сопротивлением».
«Я выбрал тип VDS, ожидая, что его большой угол наклона спирали и конструкция с низким сопротивлением будут подходящими для этого применения. Кроме того, когда я изучил конкурирующие фасочные инструменты, которые использовала Tsubakimoto Mayfran, ни у одного из них не было утончения, примененного к режущей кромке. Я подумал, что использование типа VDS с его функцией утончения уменьшит осевую силу, тем самым подавляя прогиб заготовки даже на заготовках с низкой жесткостью».
Линейка фасочных головок TungMeister

Экономически эффективный тип VCP (с центральной режущей кромкой)

Тип VCA, ориентированный на производительность (без центральной режущей кромки)

Тип VDS, ориентированный на остроту (с центральной режущей кромкой)
Особенности типа VDS
- Вид спереди головки VDS
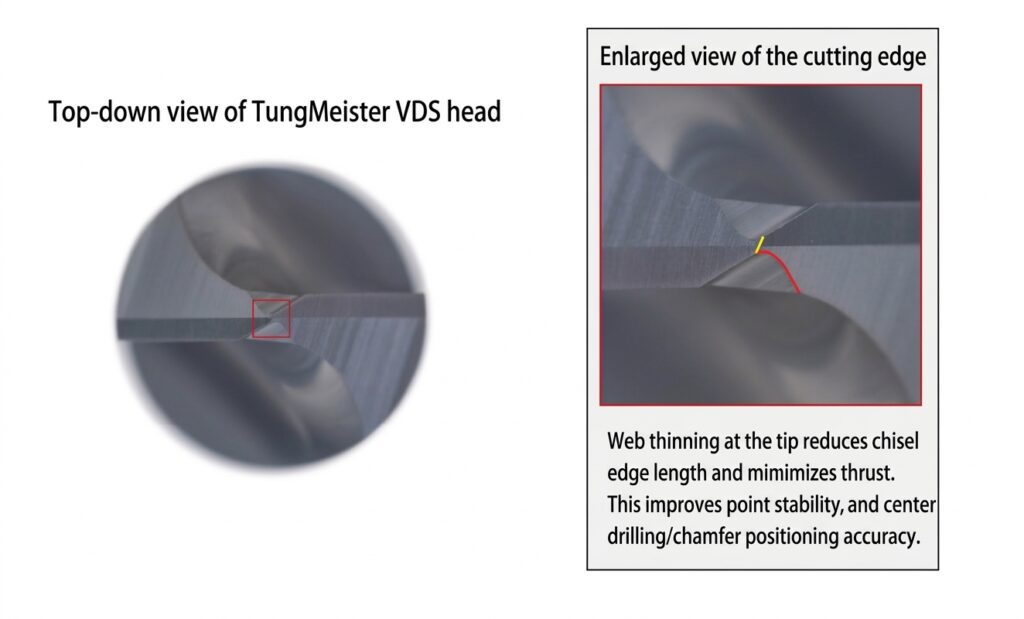
- Головка VDS

Достижение 48-часовой безлюдной работы в выходные дни
С большими ожиданиями успеха начались испытания. В то время как обычный инструмент обрабатывал с вибрацией, тип VDS значительно подавил возникновение вибрации. После подтверждения стабильной обработки испытания перешли к испытанию в условиях серийного производства. Результаты испытаний показали:
- Срок службы инструмента увеличился до 3 000 деталей — в 5 раз больше предыдущей настройки срока службы инструмента в 600 деталей
- Область фаски, которая ранее имела неправильную форму, стала чистой круглой формой, улучшив качество продукции
Это были значительные улучшения.
«Результаты обработки с помощью этого инструмента были удивительной серией новых открытий. Решение двух узких мест и достижение 48-часовой безлюдной работы в выходные дни значительно способствовало повышению производительности на линии обработки ременных штифтов. Обработка ременных штифтов с использованием универсальных станков еще не была достигнута даже за рубежом, поэтому я считаю, что эта новая линия была построена с конкурентоспособностью по затратам, которая может соответствовать зарубежному производству».
«Помимо улучшенной стабильности обработки и продленного срока службы инструмента, мы также ценим простоту смены инструмента с TungMeister. С твердосплавными инструментами каждая смена инструмента требовала ослабления и повторного затягивания цанги, регулировки длины вылета инструмента и внесения коррекций смещения длины инструмента в программу ЧПУ. Мы также использовали фасочные инструменты с винтовым креплением головки, но были случаи, когда винты падали и терялись внутри станка во время снятия. TungMeister, который позволяет заменять головку, используя только гаечный ключ без снятия хвостовика, также привел к улучшениям в операциях смены инструмента».
Преимущества, уникальные для инструментов со сменными головками на токарных станках — где частая смена инструмента внутри станка является обычным делом — были явно оценены.

Обработанная фаска с использованием головки TungMeister типа VDS

Ключевые моменты улучшения
-
Фасочная головка с низким сопротивлением типа VDS, используемая для «центровки» + «снятия фаски» в условиях низкой жесткости заготовки — достигнута стабильная обработка и значительно улучшен срок службы инструмента
Головка типа VDS имеет конструкцию с большим углом наклона спирали и утонченную геометрию режущей кромки. Она снижает сопротивление резанию и подавляет прогиб заготовки, обеспечивая стабильную обработку даже в условиях низкой жесткости.
-
Решение узких мест обеспечило 48-часовое безлюдное производство
Стабилизированная обработка значительно улучшила срок службы инструмента. Снижение частоты смены инструмента способствовало продлению времени безлюдной работы.
К еще более длительной безлюдной работе
Компания Tsubakimoto Mayfran не удовлетворена текущими улучшениями и уже движется к дальнейшим усовершенствованиям.
«Теперь, когда два узких места были решены, другой процесс обработки — торцевая обработка — стал текущим узким местом. Улучшив этот процесс, мы хотим в следующий раз достичь 60 часов безлюдной работы».
Услышав следующую цель, Мурата ответил:
«Подобно процессу «центровка + снятие фаски», торцевая обработка также включает условия низкой жесткости. Здесь тоже я хочу добиться стабильной обработки и продленного срока службы инструмента, выбрав фрезу с максимально низким сопротивлением резанию».
«С момента присоединения к этой компании я ценю девиз «Трудность — это возможность», которому меня научил старший коллега. Как в этом случае, иногда все идет хорошо, но бывают и времена, когда обработка идет не по плану и возникают проблемы. Однако вместо того, чтобы легко сдаваться, я считаю, что самое важное — это изучить, есть ли другие идеи или меры по улучшению, и продолжать бросать вызов. Я чувствую, что решение проблем в особенно сложных случаях укрепляет последующие доверительные отношения с клиентом».
Мурата стремится поддержать и следующий вызов по достижению 60-часовой безлюдной работы.
«В обработке есть много вещей, которые можно понять, только попробовав на практике. Мы намерены продолжать бросать себе вызов, не ограничиваясь существующими концепциями».
Г-н Ичихаси поделился своими планами на следующий вызов.
В Tungaloy мы будем продолжать стремиться поддерживать специалистов в области производства, которые ежедневно принимают новые вызовы.

Слева: г-н Дайсукэ Куроива, начальник участка, производственный отдел, 1-й производственный участок
Справа: г-н Дзюмпэй Ичихаси, отдел производственной инженерии
Продукты, представленные в этой статье
Выберите оптимальный инструмент из широкого ассортимента геометрий инструмента для повышения эффективности обработки
TungMeister
Значительно сократите время замены инструмента