Основы стружколома — от базовой теории до выбора
Когда люди слышат слово «стружколома», многие могут представить себе канавку, предназначенную для ломания стружки.
На практике, однако, стружколомом называют весь набор характеристик режущей кромки, включая передний угол, ленточку и хонингование.
Это ключевой элемент стабильности процесса, отвечающий не только за Chip control, но и за контроль сопротивления резанию и обеспечение прочности режущей кромки одновременно.
В этой статье систематически объясняется все: от принципов стружколомов до методов выбора, особенностей для различных материалов заготовки и устранения неполадок.
Что вы узнаете из этой статьи
- Что такое стружколомом? — Определение как характеристики режущей кромки
- Зачем нужны стружколомы?
- Когда отсутствие стружколома — лучший выбор
- Как ломается стружка: принцип
- Какова идеальная форма стружки?
- Основные критерии выбора стружколома
- Различия между стружколомами для чистовой, средней и черновой обработки
- Стружколомы работают в сочетании с условиями резания
- Особенности для материала заготовки (ISO P/M/K/N/S/H)
- Пункты для проверки, когда что-то идет не так
- Резюме
1. Что такое стружколомом?
В узком смысле термин стружколомом относится к канавке или выступающей Geometry, предусмотренной на передней поверхности пластины для ломания стружки.
Однако в реальной конструкции пластины стружколомом называют весь набор характеристик режущей кромки, включающий не только Chip control, но и контроль сопротивления резанию, а также прочность режущей кромки. В этой статье стружколомы объясняются на основе этого более широкого определения.
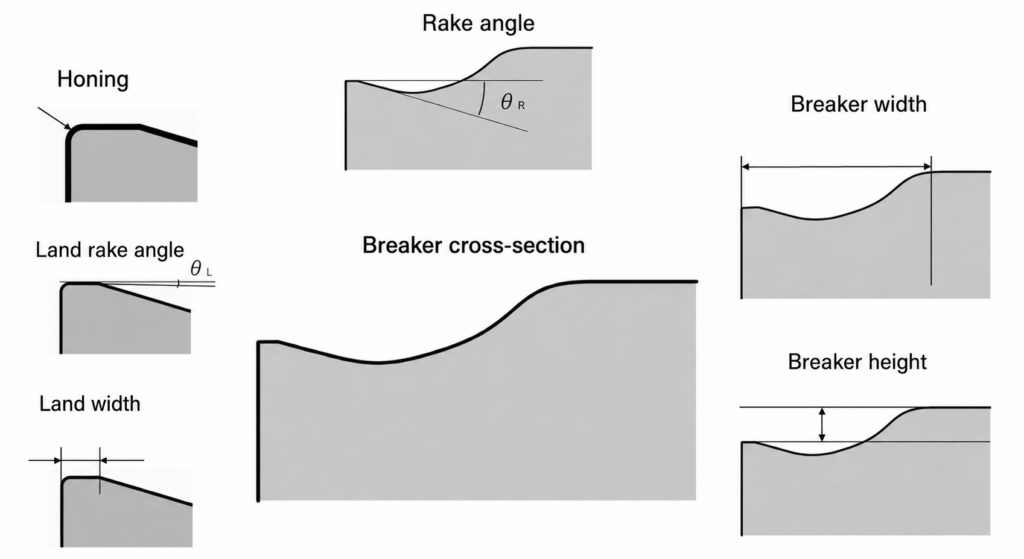
Элементы, составляющие стружколомом
- Ширина стружколома — Ширина канавки, определяющая расстояние, на котором стружка завивается
- Высота стенки стружколома — Высота стенки, которая принимает и изгибает стружку
- Передний угол — Угол, влияющий на направление потока стружки и сопротивление резанию
- Ширина ленточки — Ширина плоской области непосредственно за режущей кромкой
- Угол наклона ленточки — Угол наклона поверхности ленточки.
- Хонингование (подготовка кромки) — Небольшое скругление, применяемое к режущей кромке
Взаимосвязь между факторами параметров и их влиянием
В таблице ниже приведено краткое описание того, как изменения каждого элемента влияют на три фактора: «эффективность Chip control», «сопротивление резанию» и «прочность режущей кромки».
| Фактор параметра | Направление изменения | Эффективность Chip control | Сопротивление резанию | Прочность режущей кромки |
|---|---|---|---|---|
| Ширина стружколома | Уменьшить | ↑ Легче ломать стружку | ↑ Увеличивается | – |
| Высота стенки стружколома | Увеличить | ↑ Легче ломать стружку | ↑ Немного увеличивается | – |
| Передний угол | Увеличить положительный угол | ↑ Легче завивать | ↓ Уменьшается | ↓ Уменьшается |
| Ширина ленточки | Увеличить | ↓ Немного ухудшается | ↑ Увеличивается | ↑ Улучшается |
| Угол наклона ленточки | Увеличить отрицательный угол | ↓ Немного ухудшается | ↑ Увеличивается | ↑ Улучшается |
| Хонингование | Увеличить | ↓ Немного ухудшается | ↑ Увеличивается | ↑ Улучшается |
ПУНКТ
«Выбор стружколома» эквивалентен выбору общего баланса этих характеристик режущей кромки
Эффективность Chip control, сопротивление резанию и прочность режущей кромки находятся в компромиссной зависимости, поэтому важно найти оптимальный баланс для цели обработки.
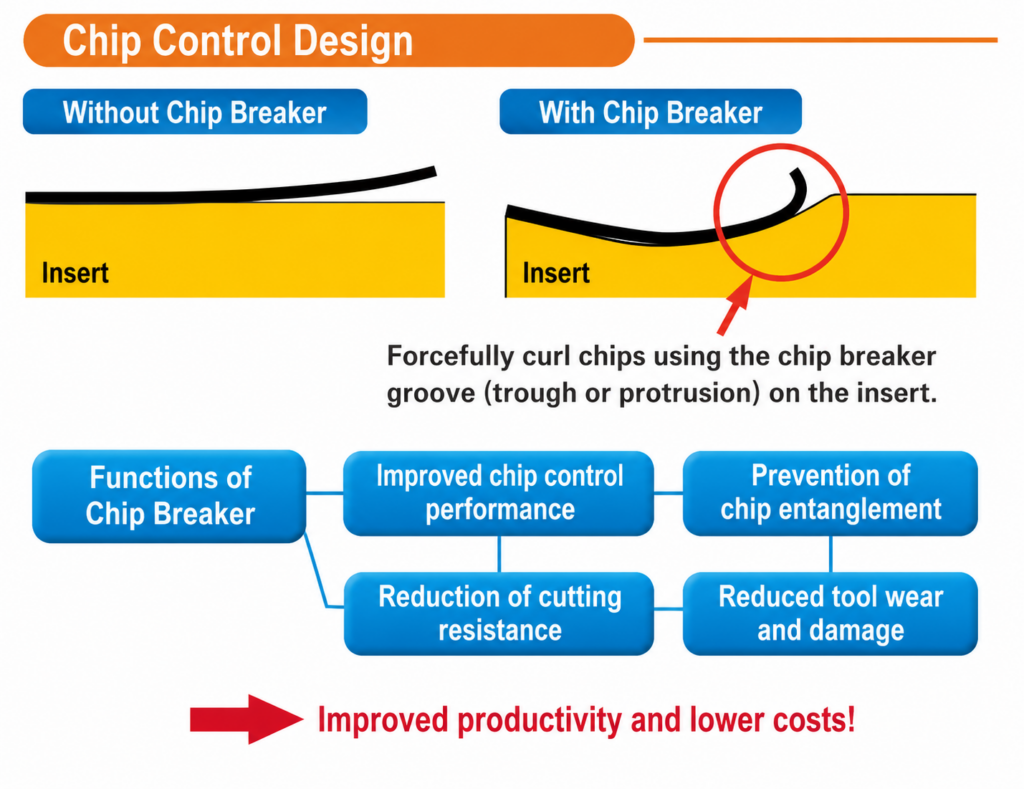
2. Зачем нужны стружколомы?
Проблемы при отсутствии стружколома
- Длинная непрерывная стружка → наматывание стружки на заготовку или инструмент
- Риск поцарапанных обработанных поверхностей и остановки станка
- Проблемы безопасности оператора, так как длинная стружка острая и опасная
- Особенно в автоматических станках и при непрерывной обработке плохая эвакуация стружки может напрямую привести к остановке процесса
Преимущества наличия стружколома
- Повышение эффективности обработки — Стружка правильно ломается и эвакуируется
- Увеличение срока службы инструмента — Предотвращает аномальные нагрузки, вызванные наматыванием стружки
- Стабильное качество обработки — Уменьшает контакт стружки, который может ухудшить чистоту поверхности
Больше, чем Chip control — три роли
Стружколомом отвечает не только за Chip control, но и за контроль сопротивления резанию и обеспечение прочности режущей кромки одновременно.
- Chip control — Правильно ломает и эвакуирует стружку благодаря конструкции ширины и высоты стенки стружколома
- Сопротивление резанию — Снижает сопротивление благодаря конструкции переднего угла и ширины стружколома, способствуя экономии энергии и подавлению вибраций
- Прочность режущей кромки — Обеспечивает прочность режущей кромки благодаря конструкции ширины ленточки, угла наклона ленточки и хонингования, предотвращая поломку и аномальный износ
ПУНКТ
Стружколомом — это элемент, который одновременно проектирует «Chip control», «сопротивление резанию» и «прочность режущей кромки»
Выбор стружколома означает выбор оптимального баланса этих трех факторов. Рассмотрение только Chip control может привести к неправильному выбору.
3. Когда отсутствие стружколома — лучший выбор
Стружколомом не «всегда необходим», и неверно, что «чем сильнее он работает, тем лучше». В зависимости от цели обработки, материала заготовки и условий резания существуют случаи, когда отсутствие стружколома или стружколомом со слабым эффектом ломания стружки более выгоден.
■ При выборе плоской верхней поверхности
Материалы заготовок, стружка которых естественным образом ломается на короткие части, такие как чугун и латунь
Поскольку функция ломания стружки стружколома не нужна, можно использовать плоскую верхнюю поверхность для приоритета прочности режущей кромки.
Чрезвычайно тяжелое резание или прерывистое резание
Поскольку канавка стружколома может стать слабым местом в прочности режущей кромки, выбор плоской верхней поверхности может снизить риск поломки.
■ При выборе стружколома со слабым эффектом ломания стружки
Когда вы хотите уменьшить сопротивление резанию
Стружколомом, который ограничивает стружку, увеличивает сопротивление. Когда низкое сопротивление имеет приоритет над Chip control, выбор стружколома со слабым ограничением стружки эффективен для подавления сопротивления.
Когда вы хотите достичь отличного качества обработанной поверхности
Когда акцент делается на ломании стружки, ограничение стружки стружколомом увеличивает толщину стружки, создавая стружку, которая с большей вероятностью поцарапает обработанную стенку. Стружколомом со слабым ограничением может генерировать стружку, которая с меньшей вероятностью повредит обработанную поверхность, что позволяет отдать приоритет качеству поверхности.
ПУНКТ
В зависимости от цели обработки, материала заготовки и условий, «без стружколома» или «слабый стружколомом» также может быть правильным выбором
Важно избегать предположения, что стружколомом всегда требуется, и принимать решения, соответствующие цели обработки.
4. Как ломается стружка: принцип
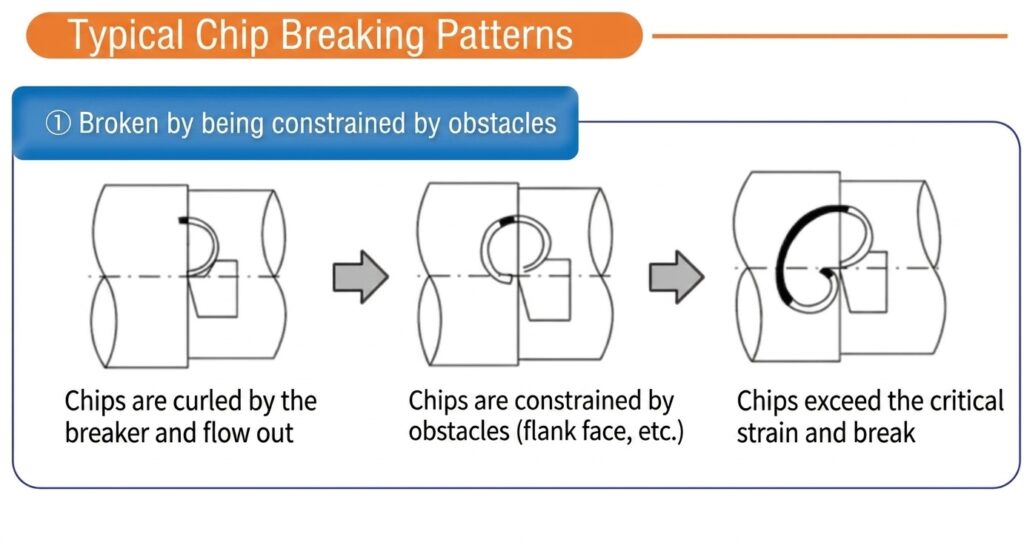
Принцип, по которому стружколомом ломает стружку, можно понять в следующих четырех шагах.
- Срезание и подъем — Стружка начинает течь по передней поверхности от режущей кромки
- Завивание — Стружка принудительно сильно завивается Geometry стружколома, такой как канавка и стенка
- Увеличение деформации — Радиус завитка становится меньше, увеличивая деформацию изгиба внутри стружки
- Ломание — Стружка ломается, когда деформация превышает ее предел
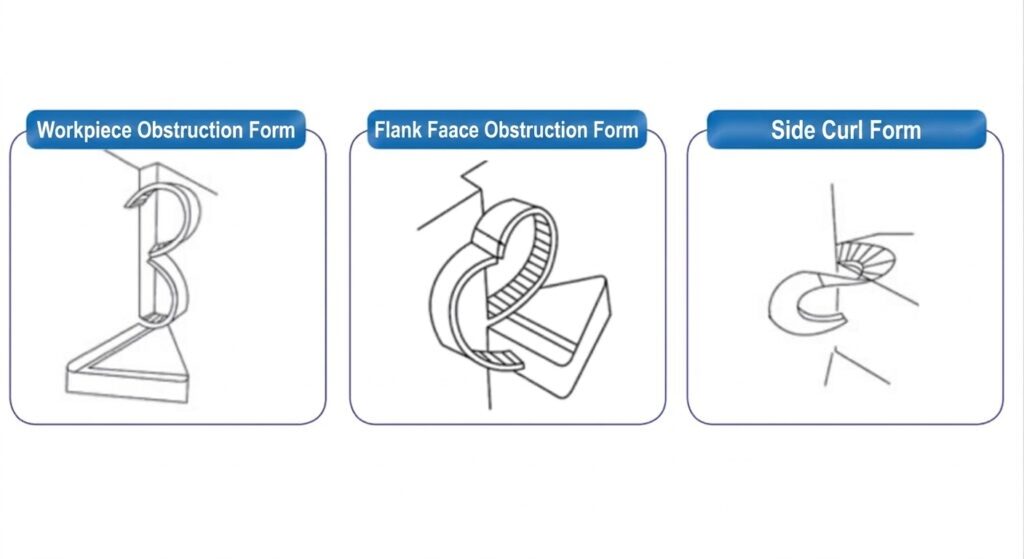
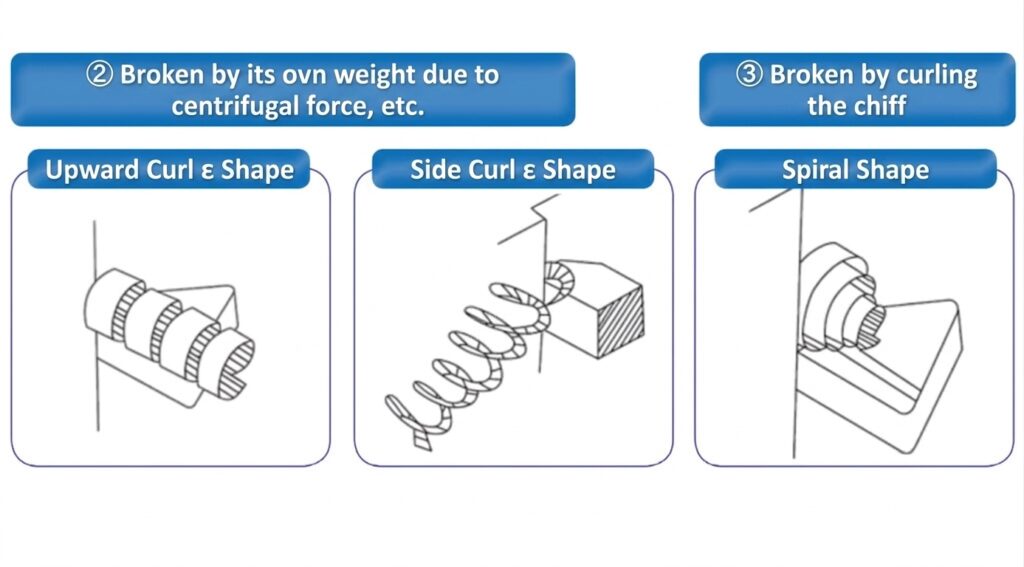
Три схемы ломания стружки
- Ломание о инструмент — Завитая стружка сталкивается со стенкой стружколома или поверхностью пластины и ломается
- Ломание о заготовку — Завитая стружка ударяется о поверхность заготовки и ломается
- Тип самоломания — Стружка ломается естественным образом только за счет собственной деформации изгиба
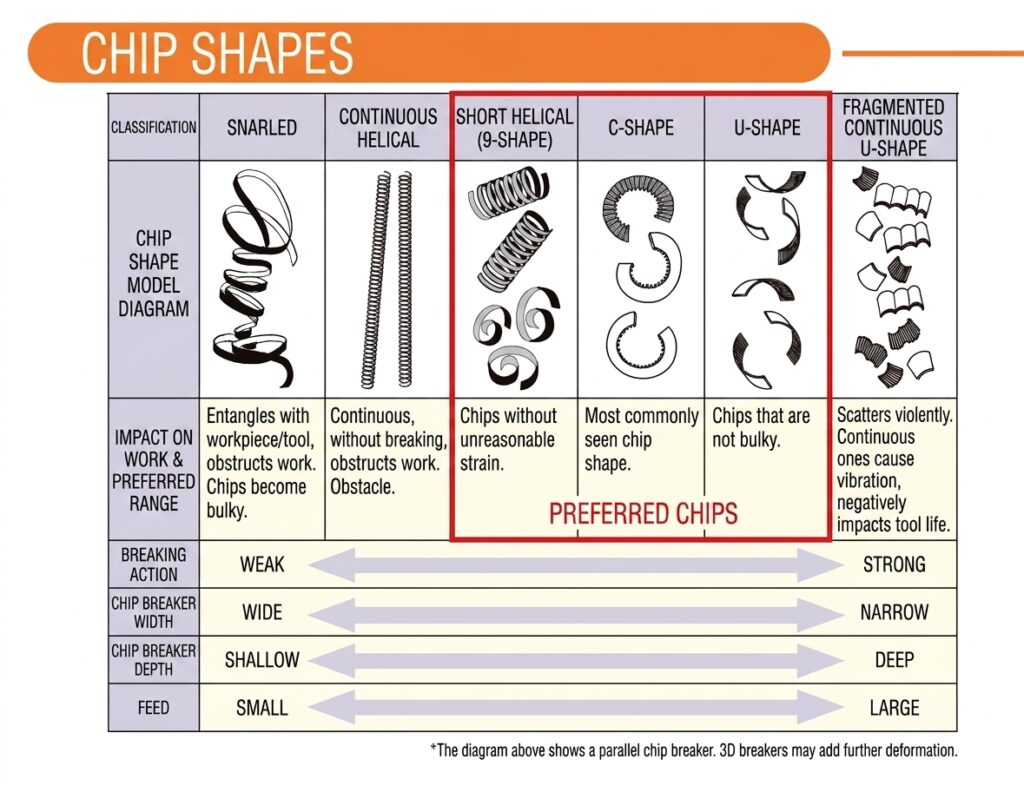
5. Какова идеальная форма стружки?
Знание того, «какая стружка хороша», обеспечивает основу для оценки выбора стружколома и корректировки условий.
Идеальная стружка
- Спиральная стружка с несколькими витками — Умеренно завитая и естественно сломанная
- Умеренно сломанная С-образная стружка — Не слишком короткая и не слишком длинная, легко эвакуируется
Нежелательная стружка
❌ Чрезмерно длинная непрерывная стружка
Она наматывается на заготовку или инструмент и царапает обработанную поверхность. В автоматических станках это может привести к остановке процесса из-за плохой эвакуации.
❌ Чрезвычайно мелкая и твердая стружка
Это указывает на то, что стружколомом слишком сильно ограничивает стружку. Это увеличивает нагрузку на режущую кромку, что приводит к сокращению срока службы инструмента и повышенному риску поломки.
ПУНКТ
Идеальная стружка — «не слишком короткая, не слишком длинная и легко эвакуируемая»
Цель не просто ломать стружку; важен баланс.
6. Основные критерии выбора стружколома
Существует три основных критерия, которые следует учитывать при выборе стружколома.
① Область обработки
Это относится к категориям чистовой, средней и черновой обработки. Поскольку требуемая острота, прочность режущей кромки и способность к Chip control различаются, выбирайте систему стружколома, соответствующую области обработки.
② Материал заготовки
Образование стружки сильно варьируется в зависимости от материала заготовки, такого как сталь, нержавеющая сталь, чугун, non-ferrous metals и жаропрочные сплавы. Каждый производитель предоставляет системы стружколомов, соответствующие классификациям ISO (P/M/K/N/S/H).
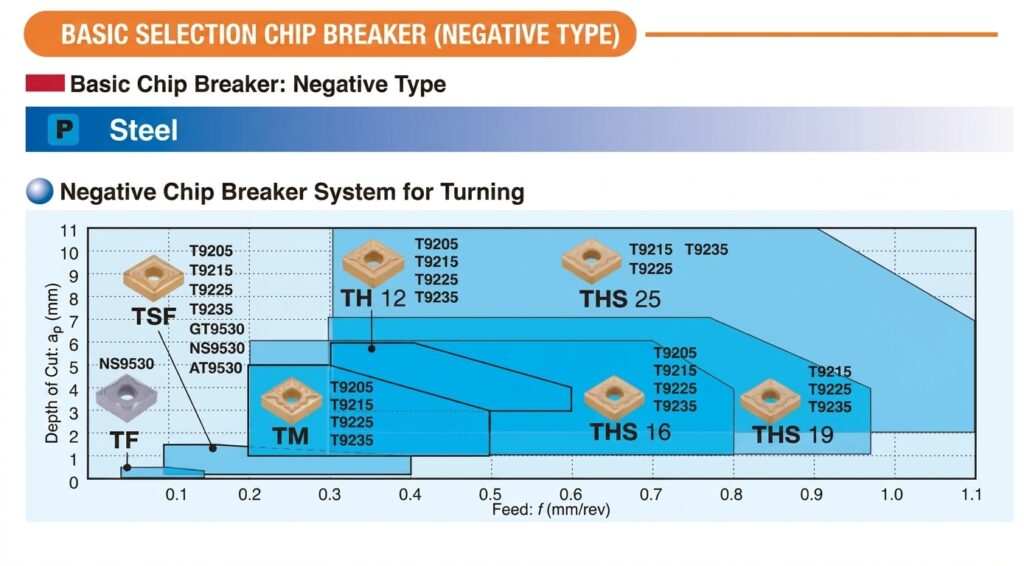
③ Диапазон глубины резания (ap) и Feed (f)
Каждый стружколомом имеет свой подходящий диапазон глубины резания и Feed. Используйте карту выбора стружколома (ap × f), показанную в каталогах, чтобы выбрать стружколомом, соответствующий условиям обработки.
ПУНКТ
Как читать карту выбора стружколома
По горизонтальной оси показана Feed (f), по вертикальной оси — глубина резания (ap), а применимый диапазон каждого стружколома обозначен как область. Проверьте, в какую область попадают ваши условия обработки, и выберите соответствующий стружколомом.
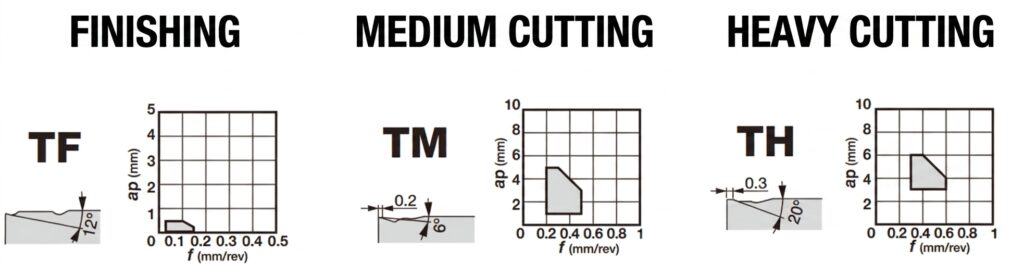
7. Различия между стружколомами для чистовой, средней и черновой обработки
Требуемая от стружколома производительность сильно варьируется в зависимости от области обработки.
| Пункт | Для чистовой обработки | Для средней обработки | Для черновой обработки |
|---|---|---|---|
| Feed и глубина резания | Низкая Feed, малая глубина резания | Средний диапазон | Высокая подача, большая глубина резания |
| Острота | Острый (низкое сопротивление) | Сбалансированный тип | Ориентированный на прочность |
| Прочность режущей кромки | Ниже | Средний | Высокое |
| Качество поверхности | ◎ Выгодно | ○ Хорошо | △ Невыгодно |
| Chip control | Поддерживает тонкую стружку | Поддерживает широкий диапазон условий | Мощно ломает толстую стружку |
| Диапазон Application | Узкий (ограниченные условия) | Широкий (первый выбор для массового производства) | Подходит для тяжелого и прерывистого резания |
Стружколомы для чистовой обработки
Разработаны с акцентом на остроту в диапазонах низкой Feed и малой глубины резания. Они выгодны для качества поверхности и поддерживают низкое сопротивление резанию. Однако прочность режущей кромки может быть недостаточной в жестких условиях или при прерывистом резании.
Стружколомы для средней обработки
Это наиболее универсальные стружколомы, разработанные для легкого охвата широкого диапазона условий. На предприятиях массового производства они часто являются первым выбором; при сомнениях стандартный подход — сначала попробовать стружколомом для средней обработки.
Стружколомы для черновой обработки
Прочные конструкции, поддерживающие большие глубины резания, Высокая подача и тяжелое резание. Они сильно изгибают стружку и обеспечивают высокую прочность режущей кромки, но могут быть невыгодны с точки зрения низкого сопротивления и качества обработанной поверхности.
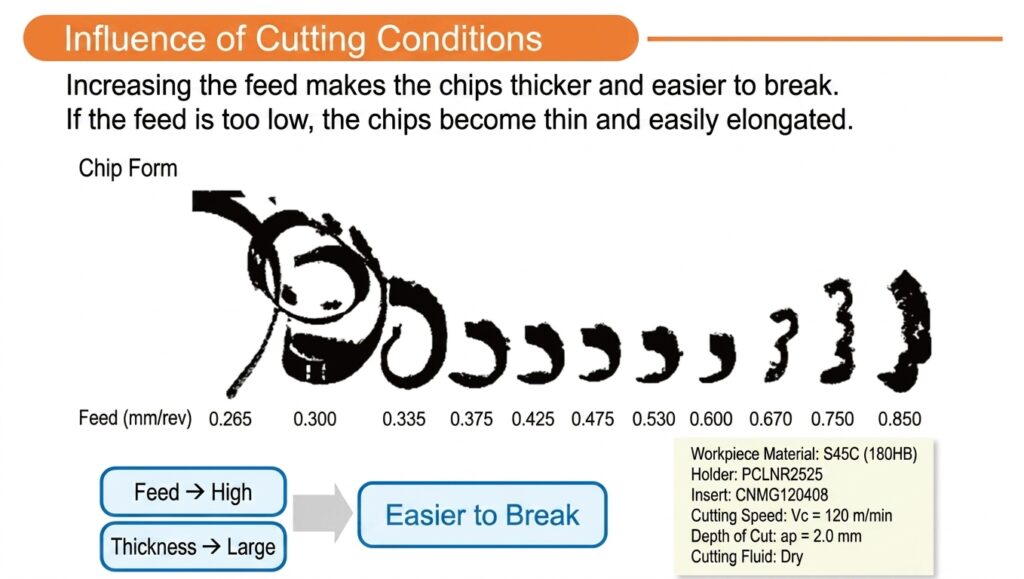
8. Стружколомы работают в сочетании с условиями резания
Выбор стружколома не ограничивается только Geometry стружколома. Его работа меняется в зависимости от сочетания с условиями обработки.
Условия обработки, влияющие на производительность стружколома
- Feed (f) — Если Feed слишком низкая, стружка становится тонкой и ее трудно ломать. Если она слишком высокая, чрезмерное ограничение увеличивает нагрузку на режущую кромку.
- Глубина резания (ap) — Если она слишком мала, ширина стружки становится недостаточной, и стружколомом менее эффективен.
- Cutting speed (Vc) — В общем, по мере увеличения Cutting speed эффективный диапазон стружколома имеет тенденцию сужаться.
- Охлаждение — Эффективный диапазон меняется в зависимости от наличия или отсутствия смазочно-охлаждающей жидкости и метода подачи. Охлаждение под высоким давлением способствует эвакуации и ломанию стружки.
- Угол державки (угол в плане) — Изменяет направление потока стружки, толщину и ширину, влияя на работу стружколома.
ПУНКТ
Выбор стружколома не ограничивается только стружколомом
Он определяется сочетанием Feed, глубины резания, скорости и Охлаждение. В общем, по мере увеличения Cutting speed температура стружки повышается, и стружка становится мягче, поэтому диапазон Feed и глубины резания, в котором стружколомом эффективен, сужается.
9. Особенности для материала заготовки
Образование стружки сильно различается в зависимости от типа материала заготовки, и требуемые характеристики стружколома также меняются. Ключевые моменты для каждой группы материалов суммированы ниже в соответствии с классификациями материалов заготовок ISO (P/M/K/N/S/H).
ISO P Сталь (углеродистая сталь и легированная сталь)
- Типичный материал, для которого стружколомы легко применимы. При соответствующих условиях относительно легко достичь целевой формы стружки.
- В общем, Chip control хорош, а сила резания находится в стабильном диапазоне.
- Низкоуглеродистая сталь (C<0,25%) пластична и склонна к налипанию, включая нарост. Острая режущая кромка и положительный передний угол эффективны. Поддержание глубины резания на уровне или выше радиуса при вершине улучшает Chip control.
- В высоколегированных сталях и высокопрочных сталях тепловыделение увеличивается, и эффективный диапазон стружколома имеет тенденцию сужаться.
ISO M Нержавеющая сталь
- Типичный материал, который имеет тенденцию производить длинную стружку и трудно поддается контролю.
- Аустенитная нержавеющая сталь склонна к наклепу, образуя твердую стружку и нарост. Рекомендуется острая режущая кромка и положительная Geometry.
- Дуплексная нержавеющая сталь обладает высокой прочностью на растяжение и большими силами резания. Стружка становится толстой и твердой, создавая риск ударов стружки или повреждения режущей кромки из-за ударов стружки.
- Эффективно сочетание специализированных систем стружколомов для чистовой, средней и черновой обработки с Охлаждение под высоким давлением.
- Важно резать ниже наклепанного слоя и поддерживать постоянную глубину резания.
ISO K Чугун
- Характеризуется короткой стружкой, которая легко ломается; Chip control в целом хороший.
- Серый чугун (GCI) обладает высокими свойствами самоломания, и стружка имеет тенденцию ломаться на короткие части. Сопротивление абразивному износу важнее, чем функция ломания стружки стружколома.
- Высокопрочный чугун с шаровидным графитом (NCI) имеет тенденцию к образованию нароста, а в мягких ферритных марках преобладает адгезионный износ.
- CGI (чугун с вермикулярным графитом) имеет прочность на растяжение в 2-3 раза выше, чем GCI, что приводит к более высокой силе резания и тепловыделению.
- ADI (аустенитный чугун с шаровидным графитом) сокращает срок службы инструмента на 40-50% по сравнению с NCI. Необходимо уделять внимание высоким динамическим силам резания.
- Часто используются отрицательные пластины, которые подчеркивают прочность режущей кромки.
ISO N non-ferrous metals (алюминий, медные сплавы и т. д.)
- Алюминиевые сплавы имеют низкие силы резания и имеют тенденцию производить длинную стружку. Если сплавлены, Chip control относительно прост.
- Чистый алюминий обладает высокой адгезией, что делает острую режущую кромку и высокую Cutting speed необходимыми.
- Алюминий с содержанием Si 13% или более обладает высокой абразивностью, и инструменты PCD эффективны.
- Медные сплавы, такие как латунь и бронза, генерируют относительно короткую стружку. Свободнорежущие медные сплавы мало зависят от стружколомов.
- В общем, острые режущие кромки и положительная Geometry являются основными требованиями. Стружколомы со слабым эффектом ломания стружки также являются вариантом, когда приоритет отдается остроте.
ISO S Жаропрочные суперсплавы и титан (HRSA)
Сплавы на основе никеля, такие как инконель
- Высокая прочность при высоких температурах, образуется сегментированная стружка, которую трудно ломать.
- Высокие динамические силы резания создают большую нагрузку на режущую кромку. Следите за выкрашиванием и наростом.
- Рекомендуются круглые пластины с большим углом в плане и положительной Geometry.
Титановые сплавы
- Низкая теплопроводность, поэтому тепло резания концентрируется на режущей кромке.
- Тонкая стружка контактирует с узкой областью передней поверхности, создавая концентрированную нагрузку вблизи режущей кромки.
- Если Cutting speed слишком высокая, химические реакции с материалом инструмента могут создать риск внезапного разрушения.
- Требуется острая и прочная режущая кромка.
Сплавы на основе кобальта
- Одни из самых труднообрабатываемых материалов с высокой коррозионной стойкостью при высоких температурах. Удельное сопротивление резанию чрезвычайно высокое — от 2700 до 3100 Н/мм².
Общие моменты
- Сочетание Охлаждение под высоким давлением и специализированных стружколомов является обязательным.
- Chip control в диапазонах низких скоростей и низких подач является проблемой.
- Обрабатываемость сильно варьируется между отожженными и закаленными материалами, поэтому перед выбором стружколома подтвердите состояние термообработки.
ISO H Hardened steel (50–68 HRc)
- В основном используется в чистовых операциях. Удельное сопротивление резанию высокое — от 2550 до 4870 Н/мм², но Chip control относительно хороший.
- Инструменты CBN являются основными, а 3D-стружколомы могут улучшить Chip control, обеспечить передний угол и подавить вибрации.
- Пластическая деформация, вызванная высокой температурой резания, и сопротивление абразивному износу являются важными проблемами.
10. Пункты для проверки, когда что-то идет не так
В таблице ниже приведены типичные симптомы, основные причины и меры противодействия при возникновении проблем, связанных со стружкой.
| Симптом | Основные причины | Меры противодействия |
|---|---|---|
| Образуется длинная стружка | Недостаточная Feed / недостаточная глубина резания / слишком большой радиус при вершине / неподходящий угол в плане | Увеличить Feed / увеличить глубину резания / уменьшить радиус при вершине / пересмотреть угол в плане |
| Стружка слишком короткая и твердая, что вызывает высокую нагрузку на режущую кромку | Чрезмерная Feed / слишком малый радиус при вершине / слишком сильное ограничение стружколома, что означает неправильный выбор стружколома | Уменьшить Feed / перейти на стружколомом для Высокая подача / рассмотреть стружколомом со слабым эффектом ломания стружки |
| Плохое качество обработанной поверхности | Стружка ударяется и царапает поверхность заготовки / толщина стружки увеличивается из-за ограничения стружколома / нарост | Пересмотреть стружколомом и условия резания / перейти на стружколомом со слабым ограничением / увеличить Cutting speed для подавления нароста |
💡 Распространенные заблуждения
| Заблуждение | Реальность |
|---|---|
| Изменение стружколома решает все | Это не сработает, если Feed, глубина резания, скорость, Охлаждение и угол державки также не будут подходящими. |
| Чем мельче ломается стружка, тем лучше | Если стружка слишком мелкая, нагрузка на режущую кромку увеличивается, что приводит к сокращению срока службы инструмента и поломке. |
| Нужно проверять только качество поверхности | Стружка может ударяться о поверхность заготовки и вызывать царапины. Также необходимо проверять форму стружки. |
Резюме — Ключевые моменты для выбора стружколома
Стружколомом — это не просто «канавка, которая ломает стружку»; он относится ко всему набору характеристик режущей кромки, включая передний угол, ленточку и хонингование. Это ключевой элемент стабильности процесса, который одновременно влияет на Chip control, сопротивление резанию и прочность режущей кромки.
- Выбор Geometry и оптимизация условий работают в комплексе — Изменение только стружколома не даст желаемого эффекта, если условия неподходящие.
- Используйте карту выбора стружколома — Проверьте стружколомом, подходящий для условий обработки, используя каталожные карты по классификации P/M/K/N/S/H.
- Учитывайте характеристики материала заготовки — Поскольку образование стружки различается в зависимости от материала, выбирайте систему стружколома, соответствующую материалу заготовки.
- «Отсутствие» или «слабый» также может быть правильным — В зависимости от цели обработки, плоская верхняя поверхность или стружколомом со слабым ограничением также могут быть эффективным вариантом.
- Проверьте форму стружки — Идеальной является форма, которая «не слишком короткая, не слишком длинная и легко эвакуируемая». Наблюдайте за стружкой после обработки и используйте ее как подсказку для улучшения.
ЗАКЛЮЧЕНИЕ
Выбор оптимального стружколома в соответствии с характеристиками материала заготовки и условиями обработки является ключом к производству высококачественной продукции
Правильно понимая стружколомы и оптимизируя баланс между «Chip control», «сопротивлением резанию» и «прочностью режущей кромки», можно достичь как качества обработки, так и производительности.