Концевые фрезы для прорезания пазов как вариант обработки — расширение возможностей одним инструментом: от глубоких канавок, боковых стенок и отрезки до избежания интерференции
Концевые фрезы для прорезания пазов часто рассматриваются как «устаревшие инструменты, предназначенные только для отрезки и нарезания канавок».
На самом деле они являются высокоуниверсальными и производительными инструментами, способными охватывать области, труднодоступные для концевых фрез, включая глубокие канавки, точность боковых стенок, тонкие пазы, шпоночные пазы, параллельную двухстороннюю обработку и избежание интерференции.
Они имеют множество режущих кромок по окружности, облегчают минимизацию вылета и позволяют использовать благоприятный диаметр инструмента относительно ширины паза. Используя эти характеристики, операции обработки, которые ранее были отклонены из-за вибрации, прогиба стенок или засорения стружкой, могут быть преобразованы в стабильные процессы массового производства.
В данной статье объясняются основы концевых фрез для прорезания пазов, области их эффективного применения и способы их выбора. Также рассматривается более глубоко установка условий для раскрытия их производительности, особенно часто упускаемая из виду концепция толщины стружки.

Что вы узнаете из этой статьи
- Что такое концевая фреза для прорезания пазов? Отличия от концевых фрез
- Почему концевые фрезы для прорезания пазов эффективны для глубоких канавок, боковых стенок и операций отрезки
- Типы концевых фрез для прорезания пазов и их подходящие применения
- Концевые фрезы против концевых фрез для прорезания пазов: ключевые критерии правильного выбора инструмента
- Основные советы для стабильной обработки
- Понимание толщины стружки при малом ae/DC
- Распространённые проблемы и моменты для проверки
- Специальные фасонные фрезы как вариант
- Резюме
1. Что такое концевая фреза для прорезания пазов? — Инструмент, который режет «периферийными боковыми кромками»
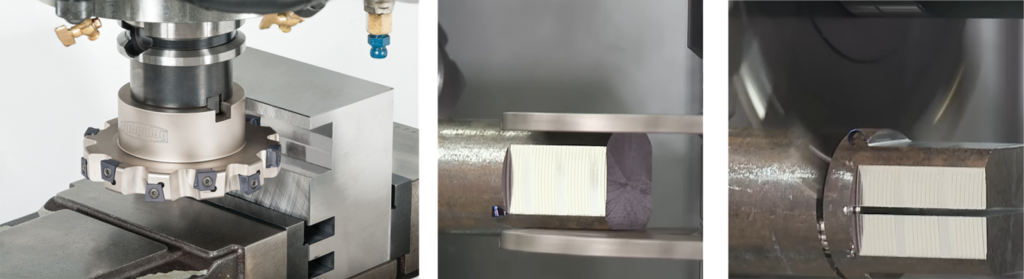
Концевые фрезы для прорезания пазов — это группа инструментов, которые используют режущие кромки на боковой стороне периферии инструмента для обработки канавок, уступов и поверхностей. Они используются для глубоких и узких канавок, применений, требующих точности боковых стенок, отрезки, шпоночных пазов и параллельной двухсторонней обработки.
Распространённое заблуждение заключается в том, что они являются «устаревшими инструментами, предназначенными только для отрезки и нарезания канавок». При фактической обработке они также эффективны для фрезерования уступов и торцевого фрезерования, где требуется избежание интерференции. С растущим внедрением 5-осевой обработки их ценность переоткрывается как инструментов, которые могут подходить к заготовке сбоку с короткой длиной инструмента.
Отличия от аналогичных инструментов
| Инструмент | Основные преимущества | Отличие от концевых фрез для прорезания пазов |
|---|---|---|
| Торцевая фреза | Торцовое фрезерование | Не подходит в качестве замены для обработки боковых стенок |
| Концевая фреза | Обработка общего назначения | В глубоких канавках вылет становится длинным, что повышает вероятность прогиба и вибрации |
| Отрезная пила | Отрезка и тонкое прорезание канавок | Версия концевой фрезы для прорезания пазов с тонким диском |

2. Типичные применения, где концевые фрезы для прорезания пазов эффективны
Узкая ширина относительно глубины
При использовании концевых фрез вылет инструмента становится длиннее, что повышает вероятность прогиба, вибрации и размерной погрешности. Концевые фрезы для прорезания пазов часто выгодны, потому что даже когда инструмент тонкий относительно своего диаметра, опора оправки и жёсткость диска обеспечивают стабильность.
Когда требуется точность прямого угла и параллельность боковых стенок
Прорезание пазов высокоэффективно для формирования форм боковых стенок. При групповом фрезеровании две фрезы и распорные кольца могут позволить обработать две параллельные поверхности за один проход.
Когда требуется уменьшить потери материала при отрезке и обработке тонких пазов
Инструменты с тонким диском имеют малый припуск на резание, что помогает уменьшить потери материала. Даже в глубоких и узких канавках может быть достигнута высокая эффективность, когда геометрия инструмента и удаление стружки правильно согласованы.
Избежание интерференции и доступность при 5-осевой обработке
Концевые фрезы для прорезания пазов могут входить тонко сбоку в областях, где большие торцевые фрезы трудно применить спереди или где длинные концевые фрезы не обеспечивают достаточного зазора. В 5-осевых обрабатывающих центрах увеличенная свобода оси инструмента делает концевые фрезы для прорезания пазов ещё более ценным вариантом.
ПУНКТ
Вариант для избежания интерференции при обеспечении жёсткости
Концевые фрезы для прорезания пазов — это не «инструменты только для нарезания канавок». Они являются вариантом, который улучшает возможность обработки в глубоких канавках, обработке боковых стенок, операциях отрезки и обработке с боковым подходом.
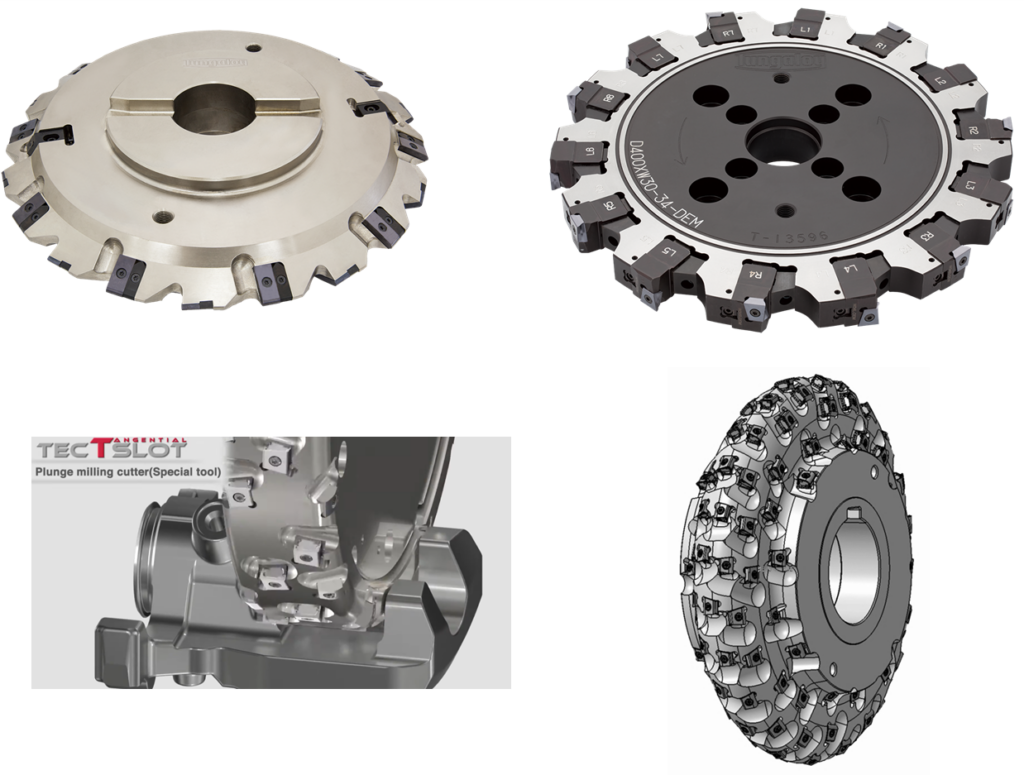
3. Основная классификация концевых фрез для прорезания пазов — какой тип следует выбрать?
| Тип | Основные применения | Подходящие ситуации |
|---|---|---|
| Тип с тонким диском / отрезная пила | Отрезка и тонкие пазы | Глубина больше ширины, уменьшенные потери материала |
| Дисковая фреза с боковыми и торцевыми зубьями | Канавки, боковые стенки и нижние поверхности | Стабильная обработка, такая как шпоночные пазы |
| Полубоковая фреза | Односторонняя обработка уступов | Ступенчатая обработка и односторонняя чистовая обработка |
| Фасонная концевая фреза для прорезания пазов | Создание профиля | Высокоэффективная обработка и детали массового производства |
При выборе фрезы проверьте ширину резания, диапазон ширины, удаление стружки и возможность индексирования. Для массового производства индексируемые инструменты становятся сильным кандидатом.

4. Критерии перехода от концевых фрез
Когда подходят концевые фрезы
Концевые фрезы подходят, когда их универсальность выгодна, например, для неглубоких канавок, сложных форм, обработки одним инструментом на станках общего назначения и мелкосерийного производства, где приоритетом является эффективность наладки.
Когда концевые фрезы для прорезания пазов выгодны
Концевые фрезы для прорезания пазов стоит рассмотреть для глубоких и узких канавок, точности боковых стенок, отрезки и обработки узких пазов, длинных длин обработки, массового производства, параллельной двухсторонней обработки, избежания интерференции и обработки с боковым подходом на 5-осевых станках.
Если есть сомнения: рассмотрите концевую фрезу для прорезания пазов, когда видите эти признаки
- Канавка глубокая, но узкая
- Возникает вибрация при использовании концевой фрезы, или ширина канавки нестабильна
- Стружка засоряется, боковые стенки прогибаются или концевая фреза ломается
- Время обработки длительное
- Инструмент не может войти спереди, или следует избегать длинного вылета
ПУНКТ
Концевые фрезы для прорезания пазов часто являются одними из наиболее производительных вариантов для нарезания канавок
Поскольку они имеют множество режущих кромок по окружности, могут уменьшить ненужный вылет и позволяют использовать благоприятный диаметр относительно ширины канавки, преимущество перед концевыми фрезами становится больше, особенно по мере уменьшения ширины канавки.
5. Основные советы для раскрытия производительности — вылет, количество зубьев и стружка
1. Держите вылет как можно короче
Длина оправки, жёсткость опоры, точность распорных колец и точность сборки напрямую влияют на конечный результат. Чрезмерный вылет может вызвать прогиб боковых стенок, размерные отклонения и вибрацию.
2. Больше зубьев не всегда лучше
Большее количество зубьев может повысить производительность, но это уменьшает вместимость стружечных канавок. В вязких материалах, применениях с длинной стружкой и глубоких канавках увеличение количества зубьев может иметь противоположный эффект. Это также может привести к проблемам с эффективной толщиной стружки, что обсуждается позже.
3. Не недооценивайте биение
Грязь на монтажных поверхностях, плохая точность распорных колец или недостаточное зажатие могут сконцентрировать нагрузку на определённых режущих кромках. Это может привести к плохому качеству поверхности, выкрашиванию и ухудшению ширины, поэтому проверка перед сборкой обязательна.
4. Отдайте наивысший приоритет удалению стружки
Типичная проблема в глубоких канавках — повторное резание стружки или заклинивание стружки. Доступ охлаждающей жидкости, направление удаления стружки и направление резания должны быть спроектированы как единое целое.
5. Срок службы инструмента изменяется в зависимости от того, как фреза входит в заготовку
Если инструмент внезапно входит при полной нагрузке, толстая стружка на стороне выхода и удар могут сократить срок службы инструмента. Вход с плавным врезанием и уменьшение подачи при входе являются эффективными контрмерами.
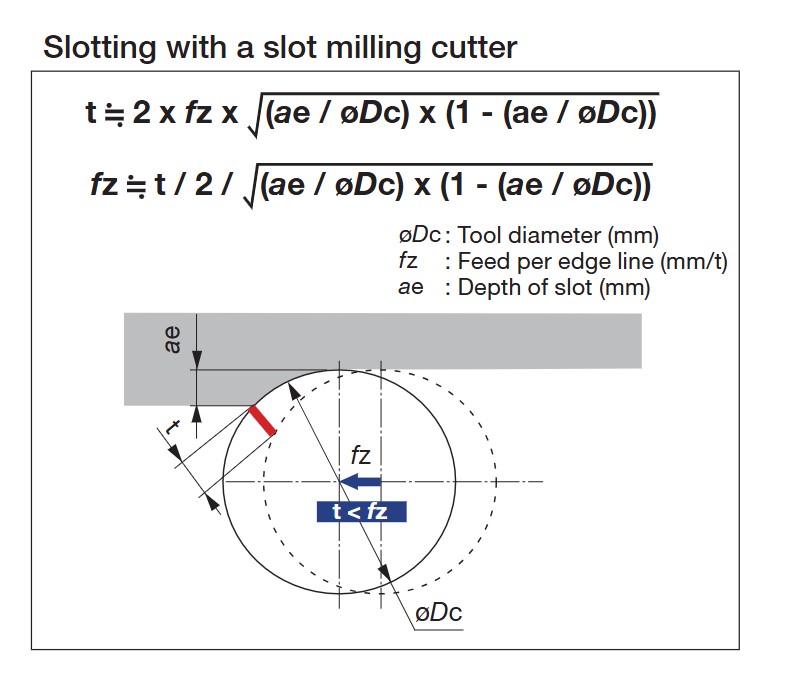
6. Наиболее часто упускаемый момент при работе с концевыми фрезами для прорезания пазов — толщина стружки
Из-за своей конструкции концевые фрезы для прорезания пазов, как правило, работают с малым ae/DC. Если условия резания определяются только по видимой скорости подачи, режущая кромка может в итоге «тереть, а не резать».
Заключение
Инструмент задействован лишь слегка, но подача уменьшается ещё больше
Это наиболее распространённая модель отказа при работе с концевыми фрезами для прорезания пазов. Когда возникает шум, прижог, преждевременный износ или плохое качество поверхности, сначала проверьте толщину стружки.
Шаги для восстановления правильного резания
- Проверьте, обеспечена ли достаточная толщина стружки для соотношения ae/DC
- Увеличьте fz до соответствующего значения
- При необходимости уменьшите количество зубьев, чтобы увеличить работу, выполняемую каждым зубом
- Повторно отрегулируйте баланс между частотой вращения шпинделя и скоростью подачи
- Переход от «трения» обратно к «правильному резанию»
ПУНКТ
В зависимости от того, как установлены условия резания, вы можете сами ограничивать производительность инструмента
Концевые фрезы для прорезания пазов — это высокопроизводительные инструменты. Прежде чем предполагать, что «инструмент не может резать», сначала подозревайте, что скорость подачи может быть просто слишком низкой.
Простой калькулятор толщины стружки
Введя диаметр инструмента DC, радиальную глубину резания ae, количество зубьев z, частоту вращения шпинделя n и подачу стола Vf, этот инструмент мгновенно рассчитывает подачу на зуб fz, максимальную толщину стружки hex, среднюю толщину стружки hm и ae/DC.
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Приблизительные формулы для периферийного фрезерования, где ae < DC. Для полного прорезания пазов установите ae = DC, при этом hex = fz и hm ≒ 2fz/π.
Как использовать калькулятор
- Введите ваши текущие условия обработки — DC, ae, z, n и Vf
- Если hex ниже 0,02 mm, трение является серьёзной проблемой. Рассмотрите увеличение fz или уменьшение количества зубьев
- Если ae/DC ниже 10 %, часто необходимо повысить подачу в несколько раз выше видимого fz для достижения правильного резания
7. Руководство по устранению неисправностей по симптомам
| Симптом | Основные причины | Моменты для проверки |
|---|---|---|
| Вибрация | Чрезмерный вылет / внезапное врезание / трение из-за недостаточной подачи | Укоротите вылет, слегка уменьшите частоту вращения шпинделя, увеличьте fz, чтобы инструмент резал, пересмотрите геометрию кромки и количество зубьев |
| Нестабильная ширина канавки | Биение / посторонние предметы при сборке / прогиб тонкостенной заготовки | Проверьте распорные кольца и контактные поверхности, рассмотрите конфигурации с регулируемой шириной, усильте закрепление заготовки |
| Прогиб боковой стенки | Прогиб оправки / плохая параллельность опоры / чрезмерная сила резания | Проверьте параллельность опоры, укоротите вылет, пересмотрите съём материала за проход |
| Выкрашивание кромки или преждевременный износ | Засорение стружкой / удар при входе / неравномерная нагрузка | Улучшите удаление стружки, уменьшите подачу при входе, уменьшите биение, пересмотрите количество зубьев |
| Прижог или визжащий шум | Чрезмерная скорость резания / трение из-за слишком низкой подачи / резонанс тонкой отрезной пилы | Сначала уменьшите частоту вращения шпинделя, затем отрегулируйте до правильной подачи. Избегайте чрезмерных скоростей резания с тонкими отрезными пилами |
8. Специализированные концевые фрезы для прорезания пазов для конкретных отраслей — мир специальных фасонных фрез
Стандартные каталожные позиции и системы автоматического черчения могут охватывать только специальные формы, которые могут быть выражены параметрически. Однако в реальном производстве существует явный спрос на завершение сложных фасонных профилей за один проход.
Именно здесь вступают в действие полностью индивидуальные специальные фасонные фрезы. Tungaloy обладает обширным опытом в промышленных применениях, таких как автомобильная промышленность, строительная техника, энергетика и промышленное оборудование.
ПУНКТ
Индивидуальная настройка, адаптированная к каждому промышленному применению
Системы автоматического черчения разработаны для скорости и стандартизации. Специальные фасонные фрезы разработаны для консолидации сложных форм, которые стандартные инструменты не могут охватить, в один инструмент.
1. Фрезы для нарезания зубчатых колёс — проверенная производительность в строительной технике, сельскохозяйственной технике, промышленном оборудовании и зубчатых передачах ветроэнергетики
- Application: Обработка профиля зубьев для зубчатых колёс, шлицевых валов, зубчатых соединений и аналогичных компонентов
- Преимущество: Профиль зуба встроен в режущую кромку, что позволяет формировать зубчатый промежуток за один проход. Обработка зубчатых колёс может выполняться проще на обрабатывающих центрах общего назначения
- Ключевая привлекательность: Полностью индивидуальная конструкция, соответствующая модулю, числу зубьев, углу зацепления и смещению профиля
2. Фрезы для обработки кронштейнов и тормозных суппортов
- Application: Ступенчатые канавки, дуговые канавки и сложная профильная обработка автомобильных тормозных суппортов, кронштейнов подвески и компонентов шасси
- Преимущество: Оптимизированная конструкция расположения зубьев, которая подавляет вибрацию в заготовках с низкой жёсткостью
- Ключевая привлекательность: Конструкция спецификации, которая балансирует срок службы инструмента и размерную стабильность на линиях массового производства
3. Фрезы для обработки винтовых роторов
- Application: Черновая и получистовая обработка канавок мужских и женских роторов для винтовых компрессоров, винтовых насосов и вакуумных насосов
- Преимущество: Сложные винтовые профили обрабатываются фасонно с помощью специального профиля режущей кромки
- Ключевое преимущество: полностью индивидуальная конструкция, близкая к уникальному инструменту для каждого диаметра ротора, шага и профиля зуба. Также поддерживает большую высоту зубьев и сложные кривые

Обширный опыт применения в различных отраслях промышленности
Специальные фасонные фрезы Tungaloy на протяжении многих лет используются на предприятиях массового производства в ключевых отраслях промышленности, таких как автомобилестроение, производство строительной техники, сельскохозяйственной техники, промышленного оборудования и энергетика. Благодаря применению в таких областях, как шестерни, кронштейны и суппорты, а также винтовые роторы, компания Tungaloy накопила конструкторские ноу-хау и обширную библиотеку применений, которые отвечают требованиям к обработке в каждой отрасли.
Заключение
Формы, которые не могут быть полностью выражены системами автоматического проектирования, — это именно то, где специальные фасонные фрезы проявляют себя наилучшим образом
Поскольку Tungaloy имеет подтверждённый опыт работы во многих отраслях промышленности, компания может проектировать фрезы, оптимизированные для каждой задачи обработки.
Резюме — раскрытие потенциала пазовых фрез
Пазовые фрезы — это не «инструменты только для отрезки и нарезания канавок». Они демонстрируют свою истинную ценность в современных задачах обработки, таких как глубокие канавки, точность боковых стенок, избежание интерференции и обработка с боковым подходом на 5-осевых станках.
Однако, поскольку пазовые фрезы, как правило, работают с малым ae/DC из-за своих конструктивных особенностей, понимание толщины стружки является отправной точкой для установки режимов резания.
- Пазовые фрезы эффективны при нарезании канавок, обработке боковых стенок, отрезке и избежании интерференции
- При нарезании канавок они часто являются одним из наиболее производительных вариантов
- Вылет, сборка и биение определяют конечный результат
- Большее количество зубьев не всегда лучше. Проверяйте объём стружечной канавки и эвакуацию стружки
- Не следует сразу предполагать, что «инструмент не режет»; сначала проверьте, не является ли причиной «слишком низкая скорость подачи»
- Когда ae/DC мало, всегда проверяйте толщину стружки
- Для форм, которые не могут быть обработаны стандартными инструментами или системами автоматического проектирования, специальные фасонные фрезы могут обеспечить консолидацию процесса
Выбор пазовой фрезы можно осуществлять поэтапно в соответствии со сложностью задачи обработки: «стандартные серии / инструменты со сменными головками → специальные инструменты, созданные с помощью автоматического проектирования → полностью индивидуальные специальные фасонные фрезы». После понимания основ рассмотрите уровень опций, который наилучшим образом соответствует сложности вашей задачи обработки.