Slot Mills como Opção de Maquinação ─ Expandir as Possibilidades com uma Única Ferramenta, desde Grooving Profundo, Paredes Laterais e Corte até à Prevenção de Interferências
As Slot mills são frequentemente consideradas “ferramentas antiquadas dedicadas ao corte e ao grooving”.
Na realidade, porém, são ferramentas altamente versáteis e produtivas, capazes de cobrir áreas de difícil acesso com fresas de topo, incluindo ranuras profundas, precisão de paredes laterais, ranhuras finas, rasgos de chaveta, maquinação paralela de duas faces e prevenção de interferências.
Possuem muitas arestas de corte em redor da circunferência, facilitam a minimização do balanço e permitem a utilização de um diâmetro de ferramenta favorável em relação à largura da ranhura. Ao tirar partido destas características, as operações de maquinação que anteriormente eram abandonadas devido a vibrações, deflexão da parede ou entupimento de aparas podem ser transformadas em processos estáveis de produção em massa.
Este artigo explica os conceitos básicos das slot mills, onde são eficazes e como selecioná-las. Aprofunda também a definição de condições para potenciar o seu desempenho, especialmente o conceito, muitas vezes negligenciado, da espessura da apara.

O Que Irá Aprender Neste Artigo
- O que é uma slot mill? Diferenças em relação às fresas de topo
- Por que as slot mills são eficazes para ranhuras profundas, paredes laterais e operações de corte
- Tipos de slot mills e as suas aplicações adequadas
- Fresas de topo vs. slot mills: critérios fundamentais para uma seleção correta da ferramenta
- Dicas básicas para uma maquinação estável
- Compreender a espessura da apara quando ae/DC é pequeno
- Problemas comuns e pontos a rever
- Cutter de forma especial como opção
- Resumo
1. O que é uma slot mill? ─ Uma ferramenta que corta com as “arestas laterais periféricas”
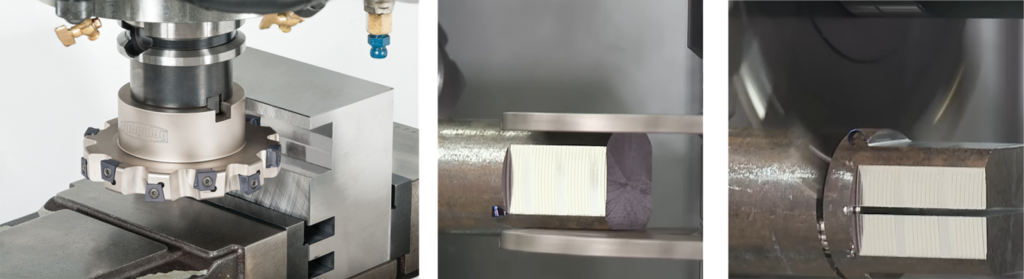
As slot mills são um grupo de ferramentas que utilizam arestas de corte na lateral da periferia da ferramenta para maquinar ranhuras, ressaltos e faces. São utilizadas para ranhuras profundas e estreitas, aplicações que exigem precisão na parede lateral, corte, rasgos de chaveta e maquinação paralela de duas faces.
Um equívoco comum é que são “ferramentas antiquadas dedicadas ao corte e ao grooving”. Na maquinação real, são também eficazes para fresamento de ressaltos e fresamento de faces onde é necessária a prevenção de interferências. Com a crescente adoção da maquinação de 5 eixos, o seu valor está a ser redescoberto como ferramentas que podem abordar a peça lateralmente com um comprimento de ferramenta curto.
Diferenças em Relação a Ferramentas Semelhantes
| Ferramenta | Principais Pontos Fortes | Diferença em Relação às Slot Mills |
|---|---|---|
| Fresa de facear | Face milling | Não é adequada como substituta para a maquinação de paredes laterais |
| Fresa de topo | Maquinação de uso geral | Em ranhuras profundas, o balanço torna-se longo, tornando a deflexão e a vibração mais prováveis |
| Serra de fenda | Corte e grooving fino | Uma versão de lâmina fina de uma slot mill |

2. Aplicações Típicas Onde as Slot Mills São Eficazes
Largura estreita em relação à profundidade
Com as fresas de topo, o balanço da ferramenta torna-se mais longo, tornando a deflexão, a vibração e o erro dimensional mais prováveis. As slot mills são frequentemente vantajosas porque, mesmo quando a ferramenta é fina em relação ao seu diâmetro, o suporte da árvore e a rigidez do disco proporcionam estabilidade.
Quando é necessária precisão de ângulo reto e paralelismo das paredes laterais
O Slot milling é altamente eficaz para formar formas de paredes laterais. No fresamento combinado, dois cutters e passadores podem permitir que duas faces paralelas sejam maquinadas numa única passagem.
Ao reduzir o desperdício de material em operações de corte e maquinação de ranhuras finas
As ferramentas de lâmina fina têm uma tolerância de corte pequena, ajudando a reduzir a perda de material. Mesmo em ranhuras profundas e estreitas, pode ser alcançada uma elevada eficiência quando a geometria da ferramenta e a evacuação de aparas estão devidamente combinadas.
Prevenção de interferências e acessibilidade na maquinação de 5 eixos
As slot mills podem entrar lateralmente em áreas onde as fresas de facear grandes são difíceis de aplicar frontalmente ou onde as fresas de topo longas não proporcionam folga suficiente. Nos centros de maquinação de 5 eixos, a maior liberdade do eixo da ferramenta torna as slot mills uma opção ainda mais valiosa.
PONTO
Uma opção para evitar interferências garantindo a rigidez
As slot mills não são “ferramentas apenas para grooving”. São uma opção que melhora a viabilidade da maquinação em ranhuras profundas, maquinação de paredes laterais, operações de corte e maquinação de abordagem lateral.
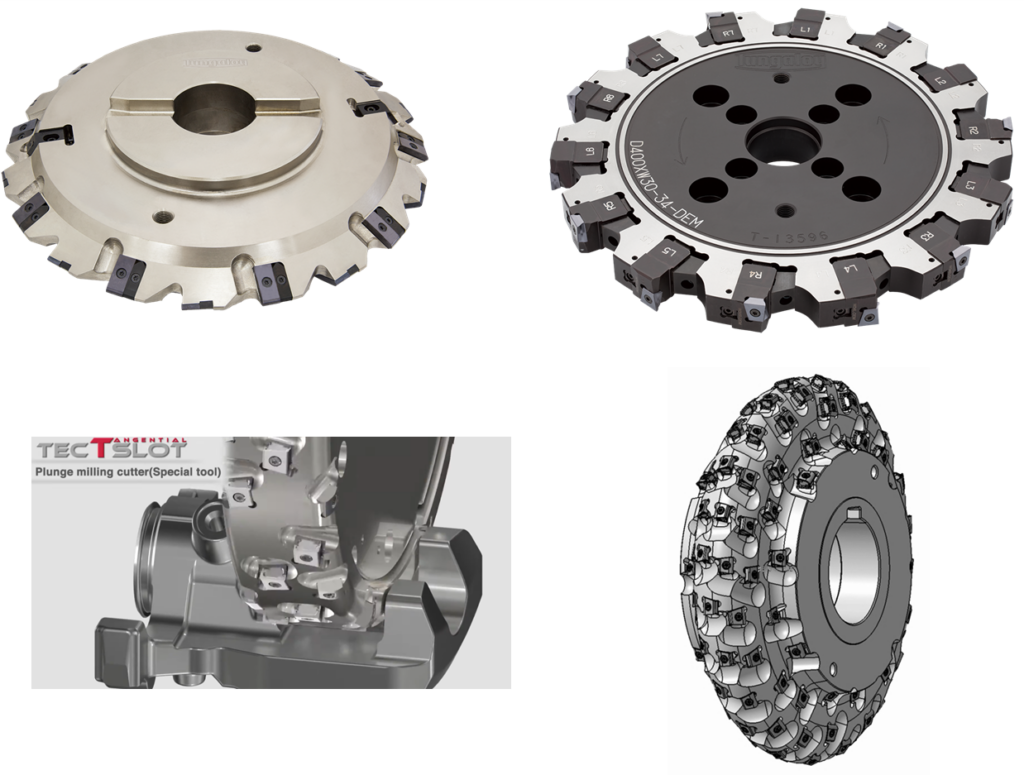
3. Classificação Básica de Slot Mills ─ Que Tipo Deve Escolher?
| Tipo | Principais Aplicações | Situações Adequadas |
|---|---|---|
| Tipo de lâmina fina / serra de fenda | Corte e ranhuras finas | Profundidade superior à largura, perda de material reduzida |
| Cutter lateral e de face | Ranhuras, paredes laterais e faces inferiores | Maquinação estável, como rasgos de chaveta |
| Cutter de meio lado | Maquinação de ressalto de um lado | Maquinação de degraus e acabamento de um lado |
| Slot mill de forma | Geração de perfis | Maquinação de alta eficiência e peças de produção em massa |
Ao selecionar um cutter, verifique a largura de corte, o intervalo de largura, a evacuação de aparas e a indexabilidade. Para a produção em massa, as ferramentas indexáveis tornam-se uma forte candidata.

4. Critérios para Mudar das Fresas de Topo
Quando as fresas de topo são adequadas
As fresas de topo são adequadas quando a sua versatilidade é vantajosa, como em ranhuras pouco profundas, formas complexas, maquinação com uma única ferramenta em máquinas de uso geral e produção de pequenos lotes onde a eficiência de configuração é prioritária.
Quando as slot mills são vantajosas
Vale a pena considerar as slot mills para ranhuras profundas e estreitas, precisão de paredes laterais, operações de corte e maquinação de ranhuras estreitas, comprimentos de maquinação longos, produção em massa, maquinação paralela de duas faces, prevenção de interferências e maquinação de abordagem lateral em máquinas de 5 eixos.
Em caso de dúvida: considere uma slot mill ao observar estes sinais
- A ranhura é profunda mas estreita
- Ocorre vibração com uma fresa de topo, ou a largura da ranhura é instável
- As aparas entopem, as paredes laterais fletem ou a fresa de topo parte-se
- O tempo de maquinação é longo
- A ferramenta não pode entrar pela frente, ou deve ser evitado um balanço longo
PONTO
As slot mills estão frequentemente entre as opções mais produtivas para o grooving
Como possuem muitas arestas de corte em redor da circunferência, podem reduzir o balanço desnecessário e permitem a utilização de um diâmetro favorável em relação à largura da ranhura, a vantagem sobre as fresas de topo torna-se maior, especialmente à medida que a largura da ranhura diminui.
5. Dicas Básicas para Potenciar o Desempenho ─ Balanço, Número de Dentes e Aparas
1. Mantenha o balanço o mais curto possível
O comprimento da árvore, a rigidez do suporte, a precisão do passador e a precisão da montagem afetam diretamente o resultado final. O balanço excessivo pode causar deflexão da parede lateral, variação dimensional e vibração.
2. Mais dentes nem sempre é melhor
Um maior número de dentes pode melhorar a produtividade, mas reduz a capacidade do canal. Em materiais pastosos, aplicações de aparas longas e ranhuras profundas, aumentar o número de dentes pode ter o efeito oposto. Pode também levar a problemas com a espessura efetiva da apara, que será discutida mais adiante.
3. Não subestime o empeno
Sujidade nas superfícies de montagem, má precisão do passador ou fixação insuficiente podem concentrar a carga em arestas de corte específicas. Isto pode levar a um mau acabamento superficial, lascamento e deterioração da largura, pelo que a verificação antes da montagem é essencial.
4. Dê prioridade máxima à evacuação de aparas
Um problema típico em ranhuras profundas é o recorte de aparas ou o encravamento de aparas. O alcance do Coolant, a direção de evacuação das aparas e a direção de corte devem ser projetados em conjunto.
5. A vida útil da ferramenta muda dependendo de como o cutter entra na peça
Se a ferramenta engatar subitamente com carga total, as aparas espessas no lado da saída e o impacto podem encurtar a vida útil da ferramenta. A entrada em rotação e a redução do avanço na entrada são contramedidas eficazes.
6. O Ponto Mais Frequentemente Esquecido com Slot Mills ─ Espessura da Apara
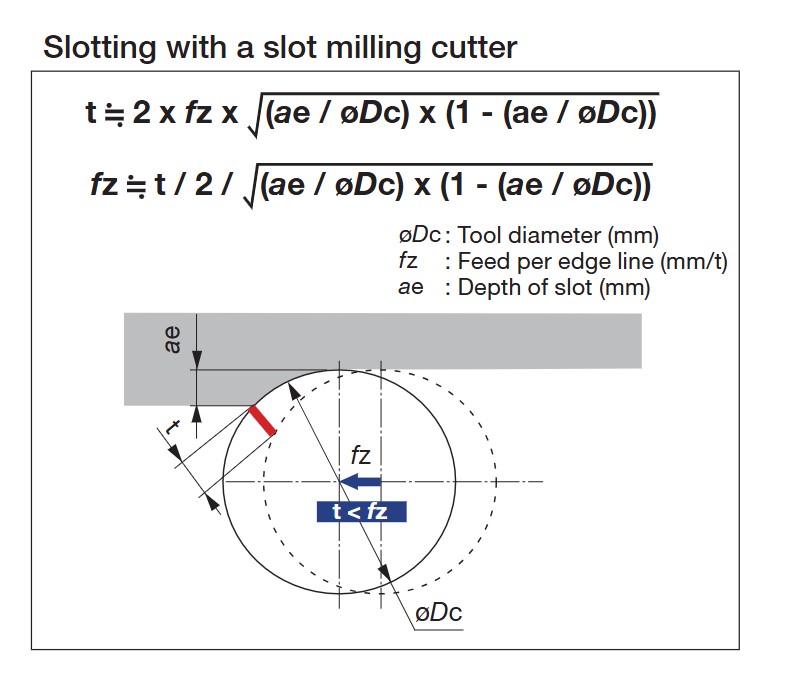
Devido à sua estrutura, as slot mills tendem a operar com ae/DC pequeno. Se as condições de corte forem determinadas apenas pela taxa de avanço aparente, a aresta de corte pode acabar por “esfregar em vez de cortar”.
Conclusão
A ferramenta está apenas ligeiramente engatada, mas o avanço é reduzido ainda mais
Este é o padrão de falha mais comum com as slot mills. Quando ocorre ruído, queima, desgaste prematuro ou mau acabamento superficial, verifique primeiro a espessura da apara.
Passos para Restaurar o Corte Adequado
- Verifique se é garantida uma espessura de apara suficiente para a relação ae/DC
- Aumente o fz para um valor apropriado
- Se necessário, reduza o número de dentes para aumentar o trabalho realizado por cada dente
- Reajuste o equilíbrio entre a velocidade do fuso e a taxa de avanço
- Mude de “esfregar” de volta para “corte adequado”
PONTO
Dependendo de como as condições de corte são definidas, poderá estar a limitar o desempenho da ferramenta por si próprio
As slot mills são ferramentas de alta produtividade. Antes de assumir que “a ferramenta não consegue cortar”, suspeite primeiro que a taxa de avanço pode ser simplesmente demasiado baixa.
Calculadora Simples de Espessura de Apara
Ao introduzir o diâmetro da ferramenta DC, a profundidade de corte radial ae, o número de dentes z, a velocidade do fuso n e o avanço da mesa Vf, esta ferramenta calcula instantaneamente o avanço por dente fz, a espessura máxima da apara hex, a espessura média da apara hm e o ae/DC.
ae/DC = ae / DC
hex = 2 × fz × √{(ae/DC) × (1 – ae/DC)}
hm = fz × 2 × (ae/DC) / φ
* Fórmulas aproximadas para fresamento periférico onde ae DC. Para ranhuragem total, defina ae = DC, com hex = fz e hm ≒ 2fz/π.
Como Utilizar a Calculadora
- Introduza as suas condições de maquinação atuais — DC, ae, z, n e Vf
- Se o hex for inferior a 0,02 mm, a fricção é uma preocupação importante. Considere aumentar o fz ou reduzir o número de dentes
- Se o ae/DC for inferior a 10%, é frequentemente necessário aumentar o avanço várias vezes mais do que o fz aparente para obter um corte adequado
7. Guia de Resolução de Problemas por Sintoma
| Sintoma | Principais Causas | Pontos a Rever |
|---|---|---|
| Vibração | Balanço excessivo / engate súbito / fricção devido a avanço insuficiente | Encurtar o balanço, reduzir ligeiramente a velocidade do fuso, aumentar o fz para fazer a ferramenta cortar, rever a geometria da aresta e o número de dentes |
| Largura da ranhura instável | Empeno / matéria estranha durante a montagem / deflexão de peça de parede fina | Verificar passadores e superfícies de contacto, considerar configurações de largura ajustável, reforçar a fixação da peça |
| Deflexão da parede lateral | Deflexão da árvore / mau paralelismo do suporte / força de corte excessiva | Verificar o paralelismo do suporte, encurtar o balanço, rever a remoção de material por passagem |
| Lascamento da aresta ou desgaste prematuro | Entupimento de aparas / impacto na entrada / carga irregular | Melhorar a evacuação de aparas, reduzir o avanço na entrada, reduzir o empeno, rever o número de dentes |
| Queima ou ruído agudo | Velocidade de corte excessiva / fricção devido a avanço demasiado baixo / ressonância da serra de lâmina fina | Reduzir primeiro a velocidade do fuso e depois ajustar para o avanço adequado. Evitar velocidades de corte excessivas com serras de fenda finas |
8. Slot Mills Dedicadas para Indústrias Específicas ─ O Mundo dos Cutters de Forma Especial
Os itens de catálogo padrão e os sistemas de desenho automático podem cobrir apenas formas especiais que podem ser expressas parametricamente. No fabrico real, porém, existe uma procura clara para acabar perfis de formas complexas numa única passagem.
É aqui que entram os cutters de forma especial totalmente personalizados. A Tungaloy possui uma vasta experiência em aplicações industriais, tais como automóvel, maquinaria de construção, energia e maquinaria industrial.
PONTO
Personalização adaptada a cada aplicação industrial
Os sistemas de desenho automático são concebidos para rapidez e padronização. Os cutters de forma especial são concebidos para consolidar formas complexas que as ferramentas padrão não conseguem cobrir numa única ferramenta.
1. Cutters para Fresamento de Engrenagens ─ Desempenho Comprovado em Maquinaria de Construção, Maquinaria Agrícola, Maquinaria Industrial e Engrenagens de Energia Eólica
- Application: Maquinação de perfis de dentes de engrenagem para engrenagens, eixos estriados, serrilhações e componentes semelhantes
- Strength: O perfil do dente é incorporado na aresta de corte, permitindo a formação do espaço entre dentes numa única passagem. A maquinação de engrenagens pode ser realizada mais facilmente em centros de maquinação de uso geral
- Key appeal: Design totalmente personalizado adaptado ao módulo, número de dentes, ângulo de pressão e deslocamento do perfil
2. Cutters para Maquinação de Suportes e Pinças de Travão
- Application: Ranhuras em degraus, ranhuras em arco e maquinação de perfis complexos de pinças de travão automóveis, suportes de suspensão e componentes de chassis
- Strength: Design otimizado da disposição dos dentes que suprime a vibração em peças de baixa rigidez
- Key appeal: Design de especificações que equilibra a vida útil da ferramenta e a estabilidade dimensional em linhas de produção em massa
3. Cutters para Maquinação de Rotores de Parafuso
- Application: Desbaste a semiacabamento de ranhuras de rotores macho e fêmea para compressores de parafuso, bombas de parafuso e bombas de vácuo
- Strength: Perfis de parafusos complexos são maquinados por forma com um perfil de aresta de corte dedicado
- Key appeal: Design totalmente personalizado, próximo de ferramentas únicas para cada diâmetro de rotor, passo e perfil de dente. Também suporta grandes alturas de dentes e curvas complexas

Extensos Registos de Adoção Construídos em Várias Indústrias
Os cutters de forma especial da Tungaloy têm sido utilizados durante muitos anos em locais de produção em massa em indústrias-chave como a automóvel, maquinaria de construção, maquinaria agrícola, maquinaria industrial e energia. Através de aplicações que incluem engrenagens, suportes e pinças, e rotores de parafuso, a Tungaloy acumulou know-how de design e uma extensa biblioteca de aplicações que respondem aos requisitos de maquinação de cada indústria.
Conclusão
Formas que não podem ser totalmente expressas por sistemas de desenho automático são exatamente onde os cutters de forma especial brilham
Como a Tungaloy construiu um historial comprovado em muitas indústrias, pode projetar cutters otimizados para cada desafio de maquinação.
Resumo ─ Potenciar o Valor das Slot Mills
As slot mills não são “ferramentas apenas para corte e grooving”. Demonstram o seu verdadeiro valor nos desafios da maquinação moderna, tais como ranuras profundas, precisão de paredes laterais, prevenção de interferências e maquinação de abordagem lateral em máquinas de 5 eixos.
No entanto, como as slot mills tendem a operar com ae/DC pequeno devido às suas características de ferramenta, a compreensão da espessura da apara é o ponto de partida para definir as condições de corte.
- As slot mills são fortes em grooving, maquinação de paredes laterais, corte e prevenção de interferências
- No grooving, estão frequentemente entre as opções mais produtivas
- O balanço, a montagem e o empeno determinam o resultado final
- Mais dentes nem sempre é melhor. Verificar a capacidade do canal e a evacuação de aparas
- Não assuma imediatamente que “a ferramenta não consegue cortar”; suspeite primeiro que “a taxa de avanço é demasiado baixa”
- Quando o ae/DC é pequeno, verifique sempre a espessura da apara
- Para formas que não podem ser cobertas por ferramentas padrão ou sistemas de desenho automático, os cutters de forma especial podem permitir a consolidação de processos
A seleção da slot mill pode ser considerada passo a passo de acordo com a dificuldade do desafio de maquinação: “séries padrão / ferramentas de cabeça intercambiável → ferramentas especiais criadas através de desenho automático → cutters de forma especial totalmente personalizados.” Após compreender o básico, considere a camada de opção que melhor se adapta à dificuldade da sua própria aplicação de maquinação.