Fundamentos de Chipbreakers — Da teoria básica à seleção
Quando as pessoas ouvem a palavra “chipbreaker”, muitas podem imaginar uma ranhura concebida para partir chips.
Na prática, porém, um chipbreaker refere-se ao conjunto completo de especificações da aresta de corte, incluindo o ângulo de saída, a faixa (land) e o brunimento.
É um elemento-chave para a estabilidade do processo, responsável não só pelo Chip control, mas também por controlar a resistência ao corte e garantir a resistência da aresta de corte em simultâneo.
Este artigo explica de forma sistemática tudo, desde os princípios dos chipbreakers aos métodos de seleção, considerações por material da peça e resolução de problemas.
O que irá aprender neste artigo
- O que é um chipbreaker? — Definição como especificações da aresta de corte
- Porque são necessários chipbreakers?
- Quando não ter chipbreaker é a melhor opção
- Como os chips se partem: o princípio
- Qual é a forma ideal do chip?
- Critérios básicos para selecionar um chipbreaker
- Diferenças entre chipbreakers de acabamento, de corte médio e de desbaste
- Os chipbreakers funcionam em combinação com as condições de corte
- Considerações por material da peça (ISO P/M/K/N/S/H)
- Pontos a rever quando as coisas não correm bem
- Resumo
1. O que é um chipbreaker?
Num sentido restrito, o termo chipbreaker refere-se à ranhura ou à Geometry saliente na face de saída de um insertos para partir chips.
No entanto, no design real de insertos, um chipbreaker refere-se ao conjunto completo de especificações da aresta de corte, incluindo não só a quebra de chips, mas também o controlo da resistência ao corte e a resistência da aresta de corte. Este artigo explica os chipbreakers com base nesta definição mais ampla.
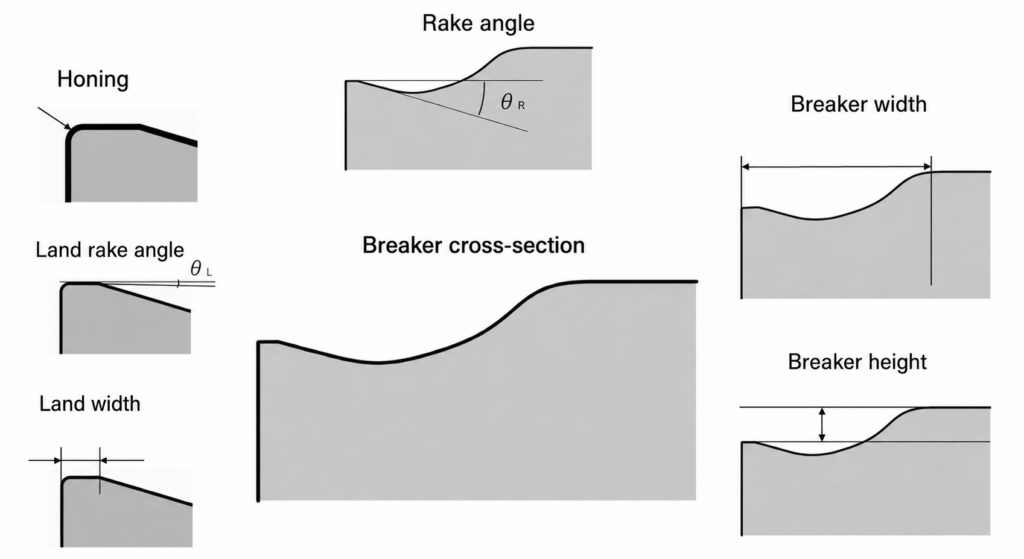
Elementos que compõem um chipbreaker
- Largura do breaker — Largura da ranhura que determina a distância ao longo da qual os chips se enrolam
- Altura da parede do breaker — Altura da parede que recebe e dobra o chip
- Ângulo de saída — Ângulo que afeta a direção do escoamento do chip e a resistência ao corte
- Largura da faixa (land) — Largura da área plana imediatamente atrás da aresta de corte
- Ângulo de saída da faixa (land) — Ângulo de inclinação da superfície da faixa (land).
- Brunimento (preparação da aresta) — Ligeiro arredondamento aplicado à aresta de corte
Relação entre os fatores de parâmetro e os seus efeitos
A tabela abaixo resume como as alterações em cada elemento afetam três fatores: “desempenho de quebra de chips”, “resistência ao corte” e “resistência da aresta de corte”.
| Fator de parâmetro | Direção da alteração | Desempenho de quebra de chips | Resistência ao corte | Resistência da aresta de corte |
|---|---|---|---|---|
| Largura do breaker | Tornar mais estreita | ↑ Mais fácil partir chips | ↑ Aumenta | – |
| Altura da parede do breaker | Tornar mais alta | ↑ Mais fácil partir chips | ↑ Aumenta ligeiramente | – |
| Ângulo de saída | Aumentar o ângulo positivo | ↑ Mais fácil enrolar | ↓ Diminui | ↓ Diminui |
| Largura da faixa (land) | Tornar mais larga | ↓ Piora ligeiramente | ↑ Aumenta | ↑ Melhora |
| Ângulo de saída da faixa (land) | Aumentar o ângulo negativo | ↓ Piora ligeiramente | ↑ Aumenta | ↑ Melhora |
| Brunimento | Tornar maior | ↓ Piora ligeiramente | ↑ Aumenta | ↑ Melhora |
PONTO
“Selecionar um chipbreaker” equivale a selecionar o equilíbrio global destas especificações da aresta de corte
O desempenho de quebra de chips, a resistência ao corte e a resistência da aresta de corte estão numa relação de compromisso (trade-off), pelo que é importante encontrar o equilíbrio ótimo para o objetivo de maquinagem.
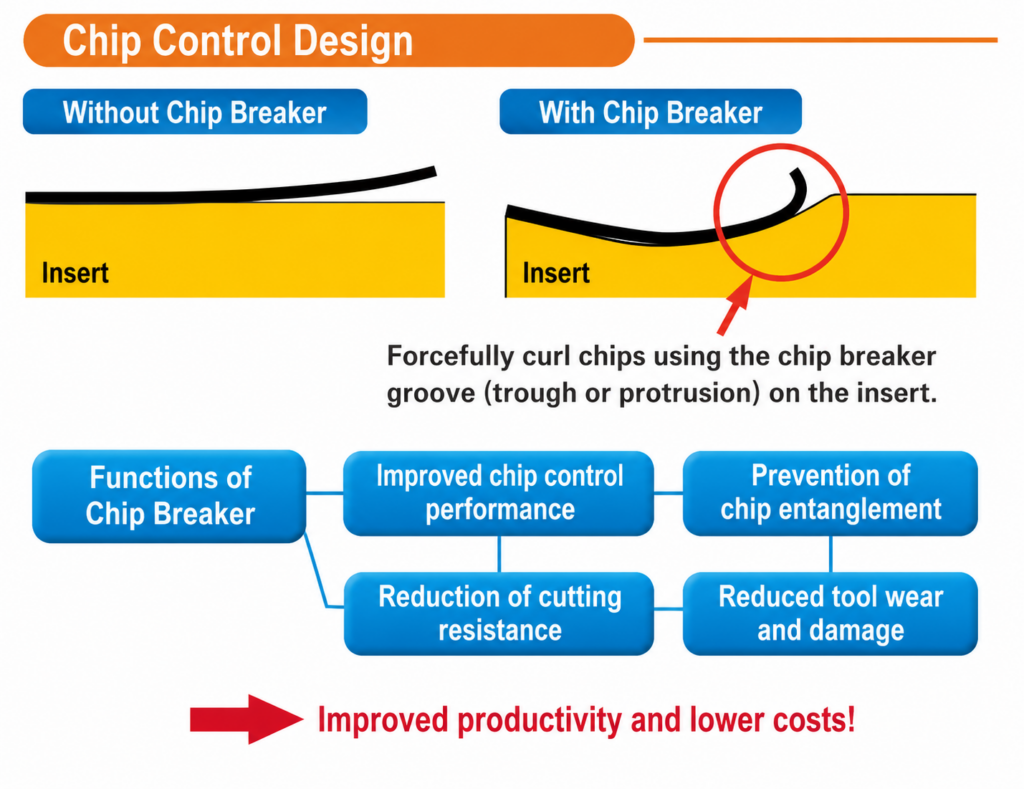
2. Porque são necessários chipbreakers?
Problemas quando não existe chipbreaker
- Chips longos e contínuos → chips a enrolarem-se na peça ou na ferramenta
- Risco de superfícies maquinadas riscadas e paragem da máquina
- Preocupações de segurança do operador, uma vez que chips longos são afiados e perigosos
- Especialmente em máquinas automáticas e em maquinagem contínua, uma evacuação deficiente de chips pode levar diretamente à paragem do processo
Vantagens de ter um chipbreaker
- Maior eficiência de maquinagem — Os chips são devidamente partidos e evacuados
- Maior vida útil da ferramenta — Evita cargas anormais causadas pelo emaranhamento de chips
- Qualidade de maquinagem estável — Reduz o contacto dos chips que pode prejudicar o acabamento superficial
Mais do que Chip control — três funções
Um chipbreaker é responsável não só pelo Chip control, mas também por controlar a resistência ao corte e garantir a resistência da aresta de corte em simultâneo.
- Chip control — Parte e evacua corretamente os chips através do design da largura do breaker e da altura da parede
- Resistência ao corte — Reduz a resistência através do design do ângulo de saída e da largura do breaker, contribuindo para a poupança de energia e a supressão de vibrações (chatter)
- Resistência da aresta de corte — Garante a resistência da aresta de corte através do design da largura da faixa (land), do ângulo de saída da faixa (land) e do brunimento, prevenindo fratura e desgaste anormal
PONTO
Um chipbreaker é um elemento que concebe em simultâneo “Chip control”, “resistência ao corte” e “resistência da aresta de corte”
Selecionar um breaker significa escolher o equilíbrio ótimo destes três fatores. Olhar apenas para o Chip control pode levar a uma seleção incorreta.
3. Quando não ter chipbreaker é a melhor opção
Um chipbreaker não é “sempre necessário”, nem é verdade que “quanto mais forte atuar, melhor”. Consoante o objetivo de maquinagem, o material da peça e as condições de corte, existem casos em que não ter breaker ou ter um breaker com fraco efeito de quebra é mais vantajoso.
■ Ao selecionar um topo plano
Materiais de peça cujos chips se partem naturalmente em segmentos curtos, como o ferro fundido e o latão
Como a função de quebra de chips do breaker é desnecessária, pode utilizar-se um topo plano para priorizar a resistência da aresta de corte.
Corte extremamente pesado ou corte interrompido
Uma vez que a ranhura do breaker pode tornar-se um ponto fraco na resistência da aresta de corte, selecionar um topo plano pode reduzir o risco de fratura.
■ Ao selecionar um breaker com fraco efeito de quebra
Quando pretende reduzir a resistência ao corte
Um breaker que restringe o chip aumenta a resistência. Quando a baixa resistência é priorizada em detrimento do Chip control, escolher um breaker com fraca restrição do chip é eficaz para suprimir a resistência.
Quando pretende obter excelente qualidade da superfície maquinada
Quando se enfatiza a quebra de chips, a restrição do chip pelo breaker aumenta a espessura do chip, criando chips com maior probabilidade de riscar a parede maquinada. Um breaker com fraca restrição pode gerar chips com menor probabilidade de danificar a superfície maquinada, permitindo priorizar a qualidade superficial.
PONTO
Consoante o objetivo de maquinagem, o material da peça e as condições, “sem breaker” ou um “breaker fraco” também pode ser a escolha certa
É importante evitar a suposição de que um breaker é sempre necessário e tomar decisões adequadas ao objetivo de maquinagem.
4. Como os chips se partem: o princípio
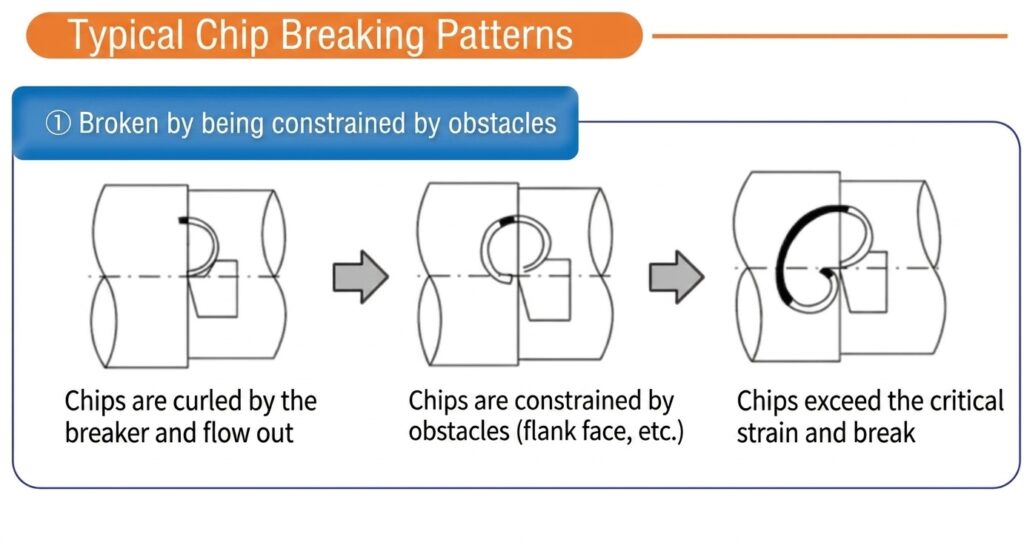
O princípio pelo qual um chipbreaker parte chips pode ser compreendido nas quatro etapas seguintes.
- Cisalhamento e elevação — O chip começa a escoar ao longo da face de saída a partir da aresta de corte
- Enrolamento — O chip é forçado a enrolar-se fortemente pela Geometry do breaker, como a ranhura e a parede
- A deformação aumenta — O raio de enrolamento torna-se menor, aumentando a deformação por flexão no interior do chip
- Quebra — O chip parte-se quando a deformação excede o seu limite
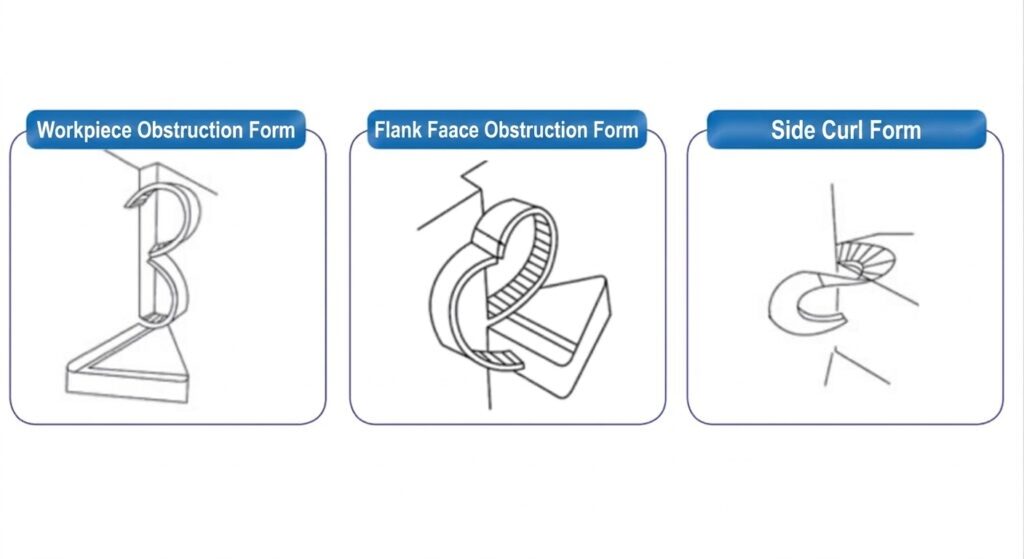
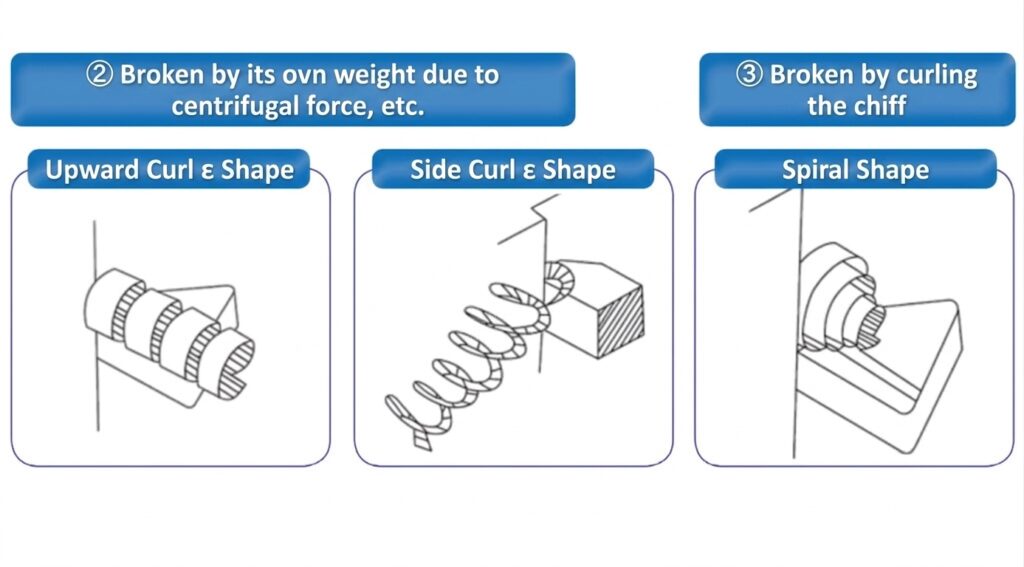
Três padrões de quebra de chips
- Quebra contra a ferramenta — O chip enrolado colide com a parede do breaker ou com a face do insertos e parte-se
- Quebra contra a peça — O chip enrolado atinge a superfície da peça e parte-se
- Tipo de autoquebra — O chip parte-se naturalmente apenas pela sua própria deformação por flexão
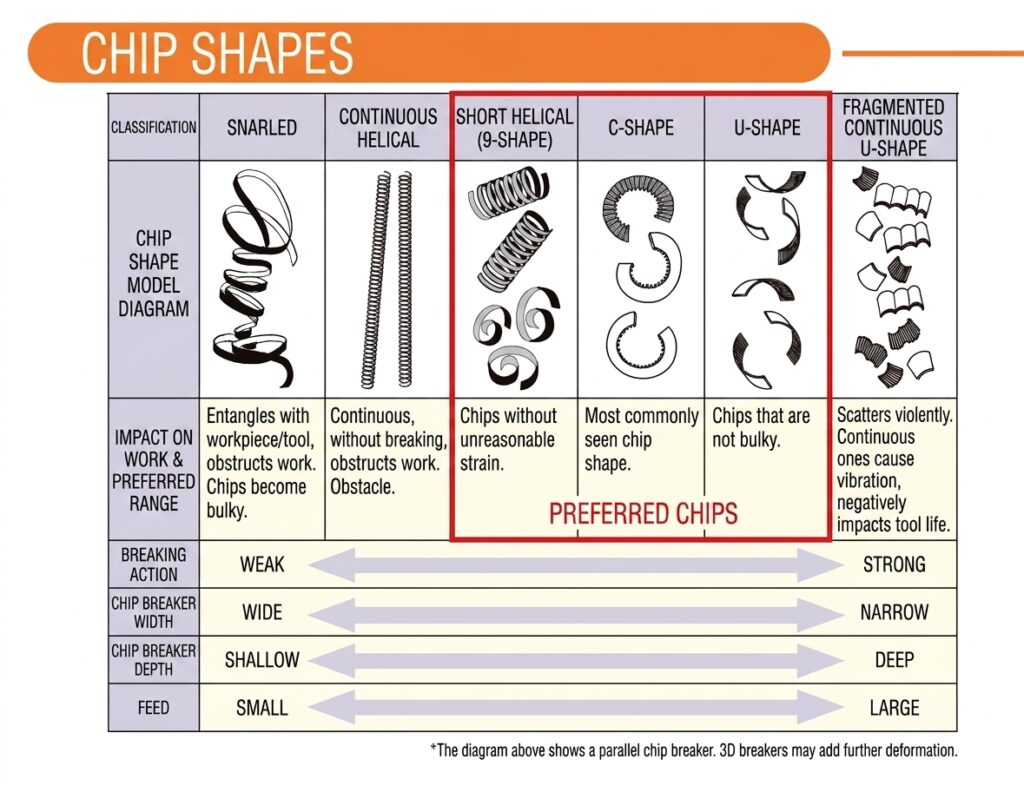
5. Qual é a forma ideal do chip?
Saber “que tipo de chip é bom” fornece uma base para avaliar a seleção do breaker e o ajuste das condições.
Chips ideais
- Chips enrolados com algumas voltas — Moderadamente enrolados e naturalmente partidos
- Chips em forma de C moderadamente partidos — Nem demasiado curtos nem demasiado longos, fáceis de evacuar
Chips indesejáveis
❌ Chips excessivamente longos e contínuos
Estes enrolam-se na peça ou na ferramenta e riscam a superfície maquinada. Em máquinas automáticas, podem causar paragem do processo devido a evacuação deficiente.
❌ Chips extremamente finos e duros
Isto indica que o breaker está a restringir o chip de forma demasiado forte. Aumenta a carga na aresta de corte, levando a menor vida útil da ferramenta e a um maior risco de fratura.
PONTO
O chip ideal é “nem demasiado curto, nem demasiado longo, e fácil de evacuar”
O objetivo não é simplesmente partir chips; o equilíbrio é importante.
6. Critérios básicos para selecionar um chipbreaker
Existem três critérios básicos principais a considerar ao selecionar um chipbreaker.
① Área de maquinagem
Isto refere-se às categorias de acabamento, corte médio e desbaste. Como a afiação necessária, a resistência da aresta de corte e a capacidade de Chip control diferem, selecione um sistema de breaker adequado à área de maquinagem.
② Material da peça
A formação de chips varia muito consoante o material da peça, como aço, aço inoxidável, ferro fundido, non-ferrous metals e ligas resistentes ao calor. Cada fabricante disponibiliza sistemas de breaker correspondentes às classificações ISO (P/M/K/N/S/H).
③ Intervalo de profundidade de corte (ap) e Feed (f)
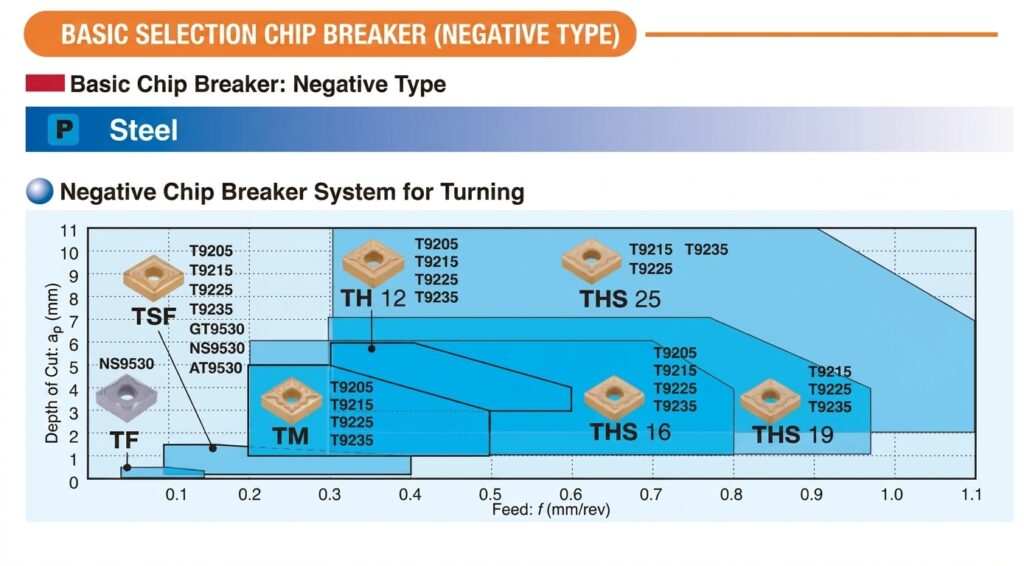
Cada breaker tem o seu próprio intervalo adequado de profundidade de corte e Feed. Utilize o mapa de seleção de chipbreaker (ap × f) apresentado nos catálogos para selecionar um breaker que corresponda às condições de maquinagem.
PONTO
Como ler um mapa de seleção de chipbreaker
O eixo horizontal mostra o Feed (f), o eixo vertical mostra a profundidade de corte (ap), e o intervalo aplicável de cada breaker é indicado como uma área. Verifique em que área se enquadram as suas condições de maquinagem e selecione o breaker correspondente.
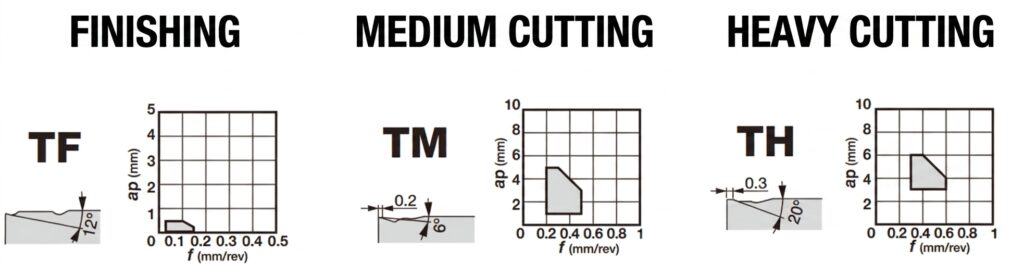
7. Diferenças entre chipbreakers de acabamento, de corte médio e de desbaste
O desempenho exigido a um breaker varia muito consoante a área de maquinagem.
| Item | Para acabamento | Para corte médio | Para desbaste |
|---|---|---|---|
| Feed e profundidade de corte | Feed baixo, profundidade de corte reduzida | Intervalo médio | Feed elevado, profundidade de corte grande |
| Afiação | Afiado (baixa resistência) | Tipo equilibrado | Orientado para a resistência |
| Resistência da aresta de corte | Mais baixa | Médio | Alto |
| Qualidade de superfície | ◎ Vantajoso | ○ Bom | △ Desvantajoso |
| Chip control | Suporta chips finos | Suporta uma ampla gama de condições | Parte vigorosamente chips espessos |
| Intervalo de Application | Estreito (condições limitadas) | Amplo (primeira escolha para produção em massa) | Adequado para corte pesado e interrompido |
Chipbreakers de acabamento
Concebidos com ênfase na afiação em intervalos de Feed baixo e profundidade de corte reduzida. São vantajosos para a qualidade superficial e mantêm a resistência ao corte baixa. No entanto, a resistência da aresta de corte pode ser insuficiente em condições severas ou em corte interrompido.
Chipbreakers de corte médio
São os mais versáteis e foram concebidos para cobrir facilmente uma ampla gama de condições. Em locais de produção em massa, são frequentemente a primeira escolha; em caso de dúvida, experimentar primeiro um breaker de corte médio é a abordagem padrão.
Chipbreakers de desbaste
Designs robustos que suportam grandes profundidades de corte, feeds elevados e corte pesado. Dobrando fortemente os chips, proporcionam elevada resistência da aresta de corte, mas podem ser desvantajosos em termos de baixa resistência e qualidade da superfície acabada.
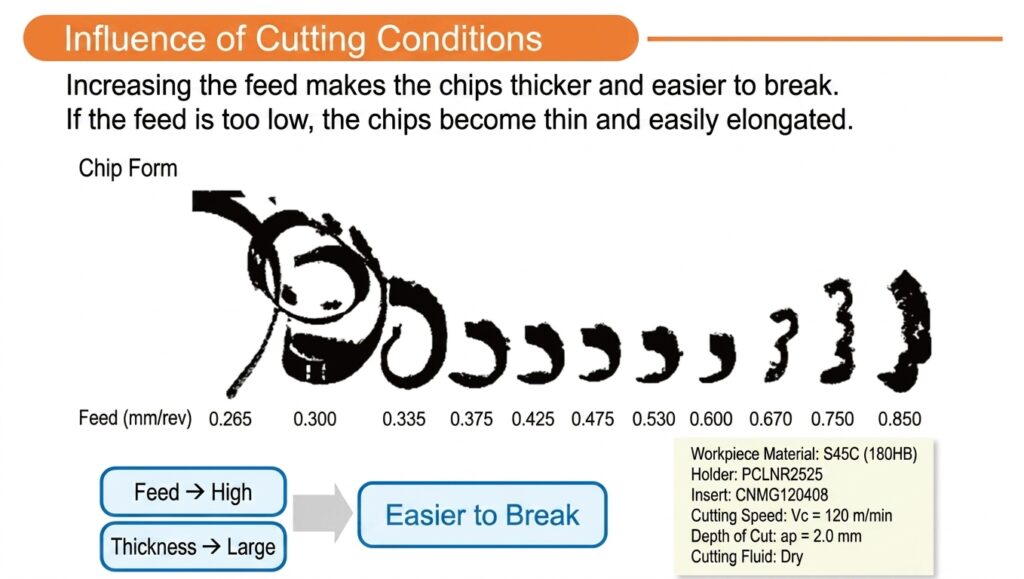
8. Os chipbreakers funcionam em combinação com as condições de corte
A seleção do chipbreaker não fica concluída apenas com a Geometry do breaker. O seu funcionamento muda consoante a combinação com as condições de maquinagem.
Condições de maquinagem que afetam o desempenho do breaker
- Feed (f) — Se o Feed for demasiado baixo, os chips tornam-se finos e difíceis de partir. Se for demasiado elevado, a restrição excessiva aumenta a carga na aresta de corte.
- Profundidade de corte (ap) — Se for demasiado reduzida, a largura do chip torna-se insuficiente e o breaker é menos eficaz.
- Cutting speed (Vc) — Em geral, à medida que a Cutting speed aumenta, o intervalo eficaz do breaker tende a tornar-se mais estreito.
- Coolant — O intervalo eficaz muda consoante a presença ou ausência de fluido de corte e o método de fornecimento. Coolant de alta pressão ajuda na evacuação e na quebra de chips.
- Ângulo do porta-ferramentas (ângulo de ataque) — Altera a direção do escoamento do chip, a espessura e a largura, afetando o modo como o breaker funciona.
PONTO
A seleção do breaker não fica concluída apenas com o breaker
É determinada pela combinação de Feed, profundidade de corte, velocidade e Coolant. Em geral, à medida que a Cutting speed aumenta, a temperatura do chip sobe e o chip torna-se mais macio, pelo que o intervalo de Feed e profundidade de corte em que o breaker é eficaz torna-se mais estreito.
9. Considerações por material da peça
A formação de chips difere muito consoante o tipo de material da peça, e as características exigidas a um chipbreaker também mudam. Os pontos-chave para cada grupo de materiais são resumidos abaixo de acordo com as classificações ISO de materiais da peça (P/M/K/N/S/H).
ISO P Aço (aço carbono e aço ligado)
- Um material representativo para o qual os breakers são fáceis de aplicar. Em condições adequadas, é relativamente fácil obter a forma de chip pretendida.
- Em geral, o Chip control é bom e a força de corte está dentro de um intervalo estável.
- O aço de baixo carbono (C<0,25%) é dúctil e propenso à adesão, incluindo aresta postiça. Uma aresta de corte afiada e um ângulo de saída positivo são eficazes. Manter a profundidade de corte igual ou superior ao raio de ponta melhora o Chip control.
- Em aços de alta liga e aços de elevada dureza, a geração de calor aumenta e o intervalo eficaz do breaker tende a tornar-se mais estreito.
ISO M Aço inoxidável
- Um material representativo que tende a produzir chips longos e é difícil de controlar.
- O aço inoxidável austenítico é propenso ao encruamento, produzindo chips duros e aresta postiça. Recomenda-se uma aresta de corte afiada e Geometry positiva.
- O aço inoxidável duplex tem elevada resistência à tração e grandes forças de corte. Os chips tornam-se espessos e duros, criando risco de martelamento de chips ou danos na aresta de corte causados pelo impacto do chip.
- Uma combinação de sistemas de breaker dedicados para acabamento, corte médio e desbaste com Coolant de alta pressão é eficaz.
- É importante cortar abaixo da camada encruada e manter a profundidade de corte constante.
ISO K Ferro fundido
- Caracteriza-se por chips curtos que se partem facilmente; o Chip control é geralmente bom.
- O ferro fundido cinzento (GCI) tem elevadas propriedades de autoquebra e os chips tendem a partir-se em segmentos curtos. A resistência ao desgaste abrasivo é mais importante do que a função de quebra de chips do breaker.
- O ferro fundido nodular (NCI) tende a produzir aresta postiça e, em graus ferríticos macios, o desgaste adesivo é dominante.
- O CGI (ferro fundido com grafite compactado) tem resistência à tração 2 a 3 vezes superior à do GCI, resultando em maior força de corte e geração de calor.
- O ADI (ferro dúctil austemperizado) reduz a vida útil da ferramenta em 40 a 50% em comparação com o NCI. Deve prestar-se atenção a forças de corte dinâmicas elevadas.
- São frequentemente utilizados insertos negativos que enfatizam a resistência da aresta de corte.
ISO N non-ferrous metals (alumínio, ligas de cobre, etc.)
- As ligas de alumínio têm baixas forças de corte e tendem a produzir chips longos. Se forem ligadas, o Chip control é relativamente fácil.
- O alumínio puro tem elevada adesão, tornando essencial uma aresta de corte afiada e elevada Cutting speed.
- O alumínio com teor de Si de 13% ou superior é altamente abrasivo, e as ferramentas PCD são eficazes.
- As ligas de cobre, como o latão e o bronze, geram chips relativamente curtos. As ligas de cobre de corte fácil têm baixa dependência de breakers.
- Em geral, arestas de corte afiadas e Geometry positiva são requisitos básicos. Breakers com fraco efeito de quebra também são uma opção quando a afiação é priorizada.
ISO S Superligas resistentes ao calor e titânio (HRSA)
Ligas à base de níquel, como o Inconel
- A resistência a altas temperaturas é elevada e são gerados chips segmentados difíceis de partir.
- Forças de corte dinâmicas elevadas criam grande carga na aresta de corte. Atenção ao desgaste em entalhe e à aresta postiça.
- Recomendam-se insertos redondos com grande ângulo de ataque e Geometry positiva.
Ligas de titânio
- A condutividade térmica é baixa, pelo que o calor de corte se concentra na aresta de corte.
- Chips finos contactam uma área estreita da face de saída, criando carga concentrada perto da aresta de corte.
- Se a Cutting speed for demasiado elevada, reações químicas com o material da ferramenta podem criar risco de fratura súbita.
- É necessária uma aresta de corte afiada e tenaz.
Ligas à base de cobalto
- Entre os materiais mais difíceis de maquinar, com elevada resistência à corrosão a quente. A resistência específica ao corte é extremamente elevada, de 2700 a 3100 N/mm².
Pontos comuns
- A combinação de Coolant de alta pressão e breakers dedicados é essencial.
- O Chip control em intervalos de baixa velocidade e baixo Feed é um desafio.
- A maquinabilidade varia muito entre materiais recozidos e endurecidos por envelhecimento, pelo que confirme a condição de tratamento térmico antes de selecionar um breaker.
ISO H Hardened steel (50 a 68 HRc)
- Utilizado principalmente em operações de acabamento. A resistência específica ao corte é elevada, de 2550 a 4870 N/mm², mas o Chip control é relativamente bom.
- As ferramentas CBN são predominantes, e chipbreakers 3D podem melhorar o Chip control, proporcionar ângulo de saída e suprimir vibrações (chatter).
- A deformação plástica causada pela elevada temperatura de corte e a resistência ao desgaste abrasivo são questões importantes.
10. Pontos a rever quando as coisas não correm bem
A tabela abaixo resume sintomas típicos, principais causas e contramedidas quando ocorrem problemas relacionados com chips.
| Sintoma | Principais causas | Contramedidas |
|---|---|---|
| São produzidos chips longos | Feed insuficiente / profundidade de corte insuficiente / raio de ponta demasiado grande / ângulo de entrada (ângulo de ataque) inadequado | Aumentar o Feed / aumentar a profundidade de corte / reduzir o raio de ponta / rever o ângulo de ataque |
| Os chips são demasiado curtos e duros, causando elevada carga na aresta de corte | Feed excessivo / raio de ponta demasiado pequeno / restrição do breaker demasiado forte, o que significa seleção incorreta do breaker | Reduzir o Feed / mudar para um breaker para Application de Alto-avanço / considerar um breaker com efeito de quebra mais fraco |
| Má qualidade da superfície maquinada | Os chips atingem e riscam a superfície da peça / a espessura do chip aumenta devido à restrição do breaker / aresta postiça | Rever o breaker e as condições de corte / mudar para um breaker com restrição mais fraca / aumentar a Cutting speed para suprimir a aresta postiça |
💡 Equívocos comuns
| Equívoco | Realidade |
|---|---|
| Mudar o breaker resolve tudo | Não funcionará a menos que o Feed, a profundidade de corte, a velocidade, o Coolant e o ângulo do porta-ferramentas também sejam adequados. |
| Quanto mais finos os chips forem partidos, melhor | Se os chips forem demasiado finos, a carga na aresta de corte aumenta, causando menor vida útil da ferramenta e fratura. |
| Só é necessário verificar a qualidade superficial | Os chips podem atingir a superfície da peça e causar riscos. A forma do chip também precisa de ser verificada. |
Resumo — Pontos-chave para a seleção de chipbreaker
Um chipbreaker não é simplesmente uma “ranhura que parte chips”; refere-se ao conjunto completo de especificações da aresta de corte, incluindo ângulo de saída, faixa (land) e brunimento. É um elemento-chave para a estabilidade do processo que afeta em simultâneo o Chip control, a resistência ao corte e a resistência da aresta de corte.
- A seleção de Geometry e a otimização das condições funcionam como um conjunto — Alterar apenas o breaker não produzirá o efeito desejado se as condições forem inadequadas.
- Utilize o mapa de seleção de chipbreaker — Verifique o breaker adequado às condições de maquinagem utilizando mapas de catálogo por classificação P/M/K/N/S/H.
- Considere as características do material da peça — Como a formação de chips difere por material, selecione um sistema de breaker adequado ao material da peça.
- “Nenhum” ou “fraco” também pode estar correto — Consoante o objetivo de maquinagem, um topo plano ou um breaker com fraca restrição também pode ser uma opção eficaz.
- Verifique a forma do chip — O ideal é uma forma “nem demasiado curta, nem demasiado longa, e fácil de evacuar”. Observe os chips após a maquinagem e utilize-os como pistas para melhoria.
CONCLUSÃO
Selecionar o breaker ótimo de acordo com as características do material da peça e as condições de maquinagem é a chave para fabricar produtos de elevada qualidade
Ao compreender corretamente os chipbreakers e otimizar o equilíbrio entre “Chip control”, “resistência ao corte” e “resistência da aresta de corte”, é possível alcançar simultaneamente qualidade de maquinagem e produtividade.