

High speed face milling cutter for finishing aluminum
Super high density PCD cutter with innovative insert clamp design for quick and easy insert setting


Applications & Features
Applications

Features
Super high density cutter for efficient finishing of aluminum
• Extremely high number of PCD cutting edges.

• Safety insert lock against centrifugal force for high speed milling.
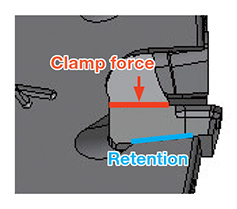
CamAdjust system
• innovative insert axial adjusting mechanism.
Inserts & Grades
Inserts

YDEN0603PDF/SR-D
- Maximum depth of cut: 4.5 mm
- Standard insert with built-in deburrer
YDEN0603PDFR-BD/WD
- BD: Deburring insert, WD: Wiper insert for surface finishing
- Use with standard inserts

YDEN0603PDCR-LD
-
Long edged insert
- Maximum depth of cut: 9.5mm

Grades
DX110
![]()
- Excellent sharpness for high surface quality
- Suitable for finishing non-ferrous metal and nonmetal
Cutter bodies


Practical examples
Example #1
Automotive Industry
| Part: | Hoist body part |
| Material: | High pressure aluminum die cast (ADC12) |
| Cutter: | TPYD06J080B25.4R16 (ø80 mm, z = 16) |
| Insert: | YDEN0603PDFR-D |
| Grade: | DX110 |
| Cutting conditions: | Vc = 2011 (m/min) fz = 0.1 (mm/t) Vf = 12800 (mm/min) ap = 4/1 (mm) ae = 5 – 20 (mm) Application: Face milling Coolant: Wet (External) Machine: Vertical M/C, BT50 |

Example #2
Automotive Industry
| Part: | Crank casing |
| Material: | High pressure aluminum die cast (ADC12) |
| Cutter: | TPYD06J100B31.7R22 (ø100 mm, z = 22) |
| Insert: | YDEN0603PDFR-D |
| Grade: | DX110 |
| Cutting conditions: | Vc = 3142 (m/min) fz = 0.09 (mm/t) Vf = 20,000 (mm/min) ap = 4.5/1.5 (mm) ae = 10 – 70 (mm) Application: Face milling Coolant: Wet (Internal) Machine: Vertical M/C, BT40 |

Example #3
Automotive Industry
| Part: | Cam housing |
| Material: | High pressure aluminum die cast (ADC12) |
| Cutter: | Special TPYD06 body (ø61 mm, z = 10) |
| Insert: | YDEN0603PDSR-D |
| Grade: | DX110 |
| Cutting conditions: | Vc = 1916 (m/min) fz = 0.11 (mm/t) Vf = 11400 (m/min) ap = 0.5 (mm) ae = – 5 (mm) Application: Face milling Coolant: Wet (Internal) Machine: Vertical M/C, BT30 |

Standard cutting conditions
| ISO | Workpiece materials | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|
| Cast aluminum alloy / Die-cast (Si < 13%) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| Cast aluminum alloy / Die-cast (Si ≥ 13%) |
DX110 | 200 – 800 | 0.05 – 0.2 | |
| Aluminum alloy (1000 – 7000 series) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| Copper alloy | DX110 | 200 – 500 | 0.05 – 0.2 |
- The values in the above list are of standard recommendations and may require adjustments in consideration with cutting depths and/or workpiece/machine rigidity.
- Use wiper inserts (-WD) for better surface requirements and deburring inserts (-BD) to remove burrs.
- Always use wet cutting (emulsion coolant) for machining aluminum or copper alloys.
For more information about this product, visit our online e-catalog or download the product report:


Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendações de ferramentas para as suas necessidades específicas
TUNG NaviRecomendações de ferramentas para as suas necessidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore el Informe de éxito de Tungaloy (TSR) para obtener información sobre mecanizado personalizado con una búsqueda sencilla.
Tungaloy Success ReportExplore el Informe de éxito de Tungaloy (TSR) para obtener información sobre mecanizado personalizado con una búsqueda sencilla. Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos.
Guías técnicasAcceda a las guías técnicas de Tungaloy para obtener información valiosa, referencias y recursos. MatrixSistema de gestão de ferramentas
MatrixSistema de gestão de ferramentas Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.