
Este é o caminho para o sucesso percorrido pelos representantes de vendas da Tungaloy em conjunto com os seus clientes.
Alcançar 48 horas de operação autónoma ao fim de semana! Que ferramenta de Chamfering resolveu o estrangulamento que bloqueava o fabrico lights-out?
Colaboração na entrevistaTsubakimoto Mayfran Inc.


Representante de Vendas da Tungaloy
Takahiko MurataTakahiko Murata
- Naturalidade
- Cidade de Quioto, Província de Quioto
- Carreira
- Entrou em janeiro de 1987 (contratação a meio de carreira). 36.º ano.
- Passatempos
- Comecei a competir em esqui alpino no ensino básico e ainda hoje continuo a competir ativamente.
Durante a época baixa, é tudo sobre golfe.
Qualquer pessoa envolvida no corte de metais já viu, pelo menos uma vez, um “transportador de aparas”. Desta vez, apresentamos um caso de melhoria relacionado com transportadores de aparas.
A Tsubakimoto Mayfran Inc., com sede na cidade de Koka, província de Shiga, foi fundada em 1973 como uma joint venture entre a Tsubakimoto Chain Co. e a Mayfran International. Em 1974, a empresa iniciou a produção do seu transportador de aparas “ChipTote”. Desde então, a empresa desenvolveu uma vasta gama de produtos de movimentação de materiais e é hoje amplamente conhecida como um fabricante abrangente de equipamentos de movimentação de materiais e de processamento de fluido de refrigeração.
A Tsubakimoto Mayfran Inc. continua a fornecer produtos e serviços da mais elevada qualidade para conquistar a satisfação e a confiança dos clientes a nível global no domínio do “manuseamento e processamento” de “aparas metálicas, fluido de refrigeração e resíduos sólidos”.
Índice
- Projeto de fabrico interno de pinos de correia
- O processo de estrangulamento que bloqueava a operação autónoma
- Soluções para o processo de estrangulamento
- Fresa de topo de cabeça intercambiável TungMeister: vasta gama de cabeças de Chamfering
- Alcançar 48 horas de operação autónoma ao fim de semana
- Rumo a uma operação autónoma ainda mais longa
Projeto de fabrico interno de pinos de correia
A Tsubakimoto Mayfran Inc. fabrica transportadores — o seu produto emblemático — na fábrica da sede, na cidade de Koka, província de Shiga. A fábrica da sede é a unidade-mãe que trata de tudo, desde o trabalho de chapa até à soldadura, montagem e pintura, num processo integrado de produção de transportadores. Foi durante este período que surgiu um problema com o aprovisionamento de pinos de correia, um dos principais componentes do transportador. Anteriormente, a fábrica da sede praticamente não realizava operações de corte de metais, e os pinos de correia que exigiam maquinação eram subcontratados para produção. No entanto, tornou-se difícil para o subcontratado continuar a produção. Para resolver este problema, foi lançado um projeto de fabrico interno de pinos de correia. O Sr. Ichihashi, do Departamento de Engenharia de Produção, que tinha um conhecimento profundo de corte de metais, foi nomeado líder do projeto.

“Ao internalizarmos na fábrica da sede a produção de pinos de correia que antes era subcontratada, poderíamos obter muitos benefícios, pelo que decidimos avançar com o fabrico interno. A produção interna permite um planeamento de produção flexível de acordo com a procura e facilita a produção em pequenos lotes. Ao subcontratar, precisávamos de manter grandes stocks de componentes (trabalho em curso) devido aos tamanhos de lote de encomenda e aos prazos de entrega. Ao fabricar internamente, podemos ajustar de forma flexível os calendários de produção e os tamanhos de lote para corresponder aos requisitos do cliente. A implementação de produção just-in-time resultou numa redução significativa do stock de componentes.”
Este era um projeto importante, com melhorias esperadas na eficiência de produção.
“Para além das expectativas de redução do lead time e do stock, também definimos a competitividade de custos como objetivo para este projeto de arranque. Tendo em conta os custos de produção, o fabrico no estrangeiro era uma opção, mas produzir componentes na fábrica da sede — o local de montagem final — é o ideal em termos de lead times de transporte (produção local para consumo local).” “Por isso, definimos como objetivo construir uma linha de fabrico com competitividade de custos capaz de igualar a produção no estrangeiro, mesmo com fabrico doméstico.” “Acreditávamos que a chave para alcançar a competitividade de custos era ‘automação e operação autónoma prolongada’.”
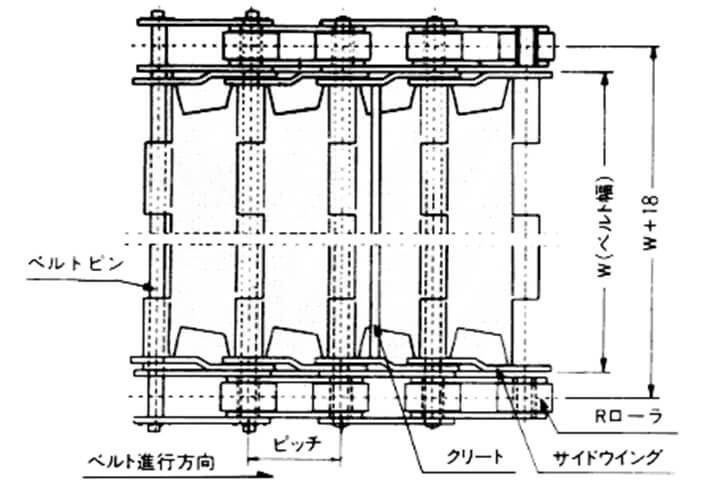
Aspeto e estrutura do transportador de correia de aço tipo dobradiça
Aspeto dos pinos de correia

O processo de estrangulamento que bloqueava a operação autónoma
Para alcançar os objetivos definidos, avançou-se com a construção da linha. Como os pinos de correia são peças cilíndricas longas, foi adotado um alimentador de barras para o fornecimento de material. Além disso, para automatizar a re-fixação de peças longas e a maquinação de ambas as extremidades, foi selecionado um torno NC com sub-fuso, automatizando tudo, desde o carregamento da peça, a maquinação, até ao descarregamento da peça.
Os pinos de correia existem em vários modelos com diferentes diâmetros e comprimentos. Foram criados e verificados programas de maquinação para cada modelo, e o arranque dos primeiros componentes maquinados da fábrica foi concluído com sucesso.
Embora o arranque da maquinação tenha sido concluído com sucesso, o outro objetivo — alcançar uma operação autónoma prolongada — ainda não tinha sido atingido. As ferramentas utilizadas em dois processos tinham uma vida útil curta, e a elevada frequência de trocas de ferramenta tornava impossível a operação prolongada.
“Pretendíamos maquinar modelos com lotes de produção relativamente grandes através de operação autónoma durante os feriados. Por exemplo, concluir a preparação ao sair na sexta-feira e iniciar a maquinação. Se conseguíssemos manter a maquinação autónoma durante o fim de semana (sábado e domingo), isso contribuiria significativamente para a eficiência de produção da linha e para os custos de produção. Para isso, precisávamos de alcançar cerca de 48 horas de operação autónoma, mas os problemas de vida útil das ferramentas nos processos de estrangulamento impediram-nos de atingir o objetivo.”
Processos de estrangulamento na maquinação de pinos de correia
Processo de estrangulamento 1: Parting / acabamento de torneamento da face
Como a produção utilizava um alimentador de barras, o processo de Parting era uma das operações principais. Além disso, devido às limitações no número de ferramentas e de estações da torre necessárias para maquinar vários modelos, a ferramenta de Parting também era utilizada para o acabamento da face, de modo a consolidar a utilização de ferramentas.
Processo de estrangulamento 2: furação de centragem + Chamfering
Para melhorar a precisão da posição do furo, era realizada furação de centragem antes da furação. Como estes furos exigiam Chamfering em C, o processo foi concebido para utilizar uma ferramenta de Chamfering a 90° avançada mais profundamente, de modo a combinar a furação de centragem e o Chamfering numa única operação.
Imagem de maquinação do processo “furação de centragem + Chamfering”
- Processo 1
Furação de centragem + Chamfering

- Processo 2
Drilling
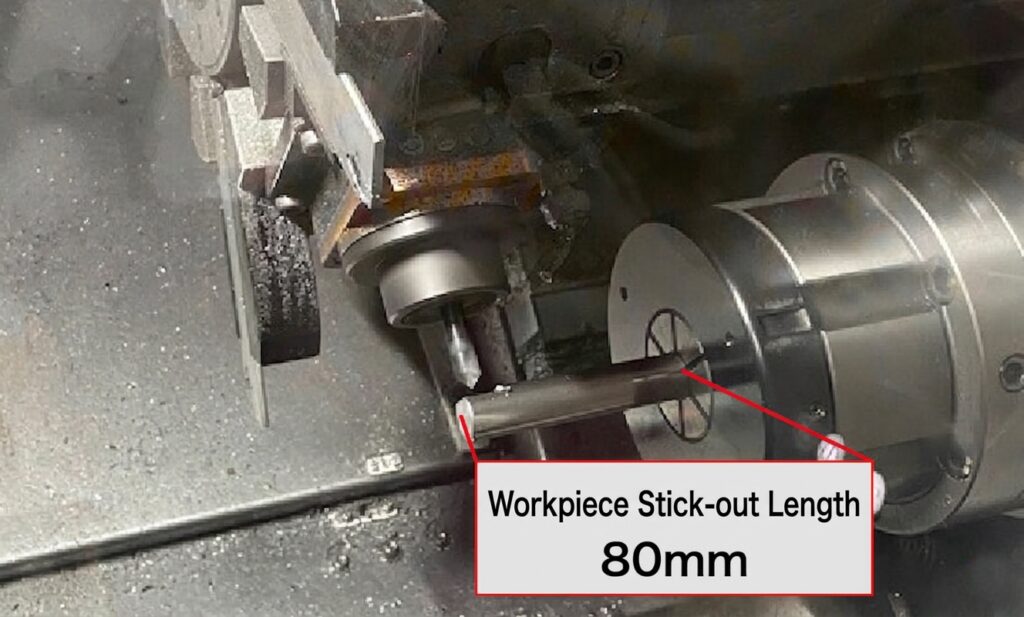
“O processo que considerei especialmente problemático foi este processo de ‘furação de centragem + Chamfering’. Devido à interferência entre a caixa da pinça que fixa a peça e a unidade de ferramenta rotativa, bem como às limitações do alcance de fresagem da máquina, a peça precisava de sobressair cerca de 80mm para as operações de fresagem. Além disso, como a maquinação ocorria perto da face, tinha de ser feita numa configuração em consola. Com a peça num estado de baixa rigidez, a maquinação tornou-se instável. A vibração era particularmente acentuada nos modelos de pino de correia de menor diâmetro, resultando em chanfros com formas de furo irregulares.”
“Tínhamos solicitado melhorias de ferramentas a vários fabricantes e estávamos a trabalhar nessas melhorias. Mandámos fazer ferramentas personalizadas por um fabricante e realizámos testes, mas estávamos a ter dificuldade em encontrar uma ferramenta que proporcionasse a melhoria de que precisávamos.”
O objetivo de operação autónoma prolongada tinha chegado a um impasse.
Torno NC com alimentador de barras e sub-fuso utilizado para a maquinação de pinos centrais

Vista do processo “Spot Drilling” + “Chamfering”
Soluções para o processo de estrangulamento
Foi por esta altura que o Sr. Ichihashi e o Murata, do Escritório de Vendas de Quioto da Tungaloy, se conheceram pela primeira vez.
Um pedido de consulta sobre maquinação com um produto de broca selecionado pelo Sr. Ichihashi chegou ao Murata através de um distribuidor. Quando o Murata visitou o Sr. Ichihashi, ficou a conhecer os desafios que este enfrentava.
“Para a melhoria da ferramenta de Parting/torneamento da face, propus a TungCut. A TungCut apresenta um assento de insertos em arco exclusivo que oferece forte resistência a forças laterais, tornando-a uma série de ferramentas de ranhurar/Parting capaz não só de Parting, mas também de operações de torneamento. Selecionei a AH7025, a nossa mais recente classe, para o inserto. Como esta classe já tinha apresentado excelentes resultados noutros clientes, recomendei testá-la.”
“Quando testámos a AH7025, conseguimos prolongar a vida útil da ferramenta e resolvemos um dos processos de estrangulamento. Originalmente, utilizávamos fluido de refrigeração na maquinação do ponto de vista da vida útil da ferramenta e da qualidade do acabamento superficial. No entanto, a utilização de fluido de refrigeração exige substituição periódica devido à degradação da qualidade da água, e a sua eliminação como óleo usado levanta preocupações ambientais que se têm tornado cada vez mais problemáticas recentemente. Queríamos estabelecer maquinação a seco sem fluido de refrigeração. Nesse aspeto, a AH7025 proporcionou uma qualidade de acabamento superficial satisfatória mesmo na maquinação a seco, ao mesmo tempo que atingia suficientemente o objetivo de vida útil da ferramenta. Ficámos sinceramente impressionados com a vossa tecnologia de ferramentas.”
“Para o outro processo de estrangulamento — ‘furação de centragem + Chamfering’ — antecipei que seria uma melhoria difícil, dadas as condições de peça de pequeno diâmetro e grande balanço. Como a ferramenta de cabeça intercambiável TungMeister oferece uma grande variedade de cabeças de Chamfering, explorei se conseguiríamos selecionar a cabeça ideal para a maquinação de pinos de correia a partir desta gama.”

Fresa de topo de cabeça intercambiável TungMeister: vasta gama de cabeças de Chamfering
A fresa de topo de cabeça intercambiável TungMeister oferece uma vasta gama de cabeças para além das cabeças quadradas, incluindo cabeças de alto avanço, esféricas, de Chamfering, de Drilling e do tipo ranhura. Em particular, a gama de ferramentas de Chamfering inclui cabeças de Chamfering com características claramente diferentes.

“Entre os vários tipos de cabeça disponíveis, selecionei o tipo VDS — o design de corte mais afiado e de menor resistência — para esta aplicação.”
As cabeças de Chamfering TungMeister estão disponíveis em três tipos: o “tipo VCP com design prensado para rentabilidade”, o “tipo VCA com design de múltiplas arestas para produtividade” e o “tipo VDS com design de elevado ângulo de hélice para corte de baixa resistência”.
“Selecionei o tipo VDS esperando que o seu grande ângulo de hélice e o design de baixa resistência fossem adequados para esta aplicação. Além disso, quando examinei as ferramentas de Chamfering da concorrência que a Tsubakimoto Mayfran estava a utilizar, nenhuma tinha thinning aplicado na aresta de corte. Pensei que a utilização do tipo VDS com a sua funcionalidade de thinning reduziria a thrust force, suprimindo assim a deflexão da peça mesmo em peças de baixa rigidez.”
Gama de cabeças de Chamfering TungMeister

Tipo VCP económico (com aresta de corte central)

Tipo VCA focado na produtividade (sem aresta de corte central)

Tipo VDS focado na afiação (com aresta de corte central)
Características do tipo VDS
- Vista frontal da cabeça VDS
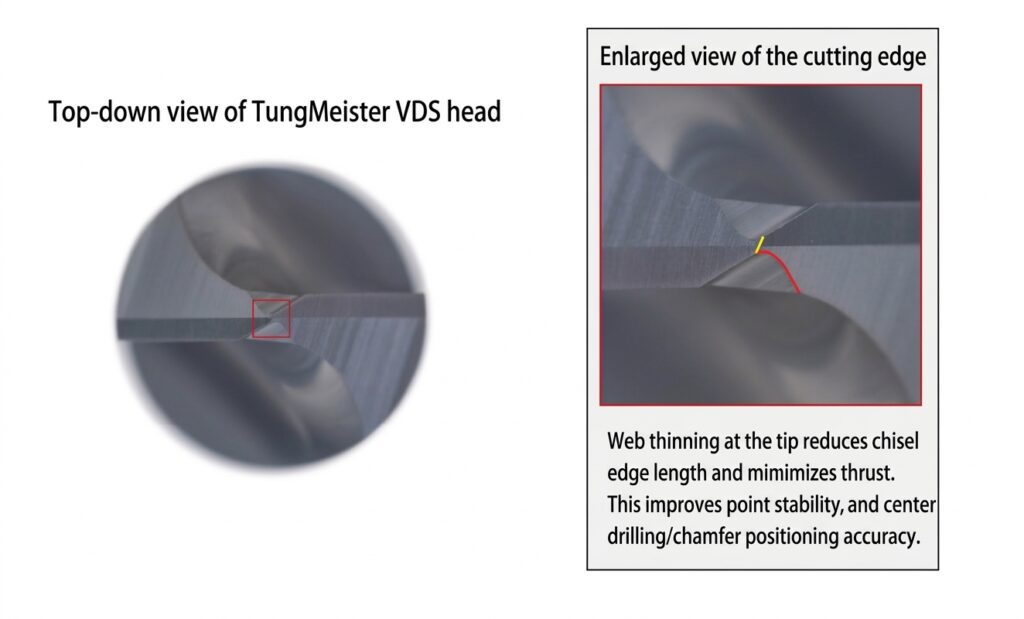
- Cabeça VDS

Alcançar 48 horas de operação autónoma ao fim de semana
Com grandes expectativas de sucesso, iniciaram-se os testes. Enquanto a ferramenta convencional maquinava com vibração, o tipo VDS suprimiu significativamente a ocorrência de vibração. Após confirmar uma maquinação estável, os testes avançaram para um teste de produção em funcionamento. Os resultados do teste mostraram:
- Vida útil da ferramenta prolongada para 3.000 peças — 5 vezes a definição anterior de 600 peças
- A zona chanfrada, que anteriormente tinha uma forma irregular, passou a ter uma forma circular limpa, melhorando a qualidade do produto
Estas foram melhorias significativas.
“Os resultados da maquinação com esta ferramenta foram uma série surpreendente de novas descobertas. Resolver os dois processos de estrangulamento e alcançar 48 horas de operação autónoma ao fim de semana contribuiu muito para melhorar a produtividade na linha de maquinação de pinos de correia. A maquinação de pinos de correia utilizando máquinas de uso geral ainda não foi alcançada nem mesmo no estrangeiro, pelo que acredito que esta nova linha foi construída com competitividade de custos capaz de igualar a produção no estrangeiro.”
“Para além da melhoria da estabilidade de maquinação e do prolongamento da vida útil da ferramenta, também valorizamos a facilidade de troca de ferramenta com a TungMeister. Com ferramentas sólidas, cada troca exigia desapertar e voltar a apertar a pinça, ajustar o comprimento de balanço da ferramenta e fazer correções de offset de comprimento de ferramenta no programa NC. Também tínhamos utilizado ferramentas de Chamfering com fixação de cabeça por parafuso, mas houve incidentes em que os parafusos caíram e se perderam dentro da máquina durante a remoção. A TungMeister, que permite a substituição da cabeça usando apenas uma chave sem remover a haste, também levou a melhorias nas operações de troca de ferramenta.”
As vantagens específicas das ferramentas de cabeça intercambiável em tornos — onde as trocas de ferramenta na máquina são frequentes — foram claramente valorizadas.

Chamfer maquinado com cabeça TungMeister tipo VDS

Principais pontos de melhoria
-
Cabeça de Chamfering de baixa resistência tipo VDS utilizada para “Spot Drilling” + “Chamfering” em condições de baixa rigidez da peça — alcançou maquinação estável e melhorou drasticamente a vida útil da ferramenta
A cabeça tipo VDS apresenta um design de elevado ângulo de hélice e geometria de aresta de corte com thinning. Reduz a resistência ao corte e suprime a deflexão da peça, permitindo uma maquinação estável mesmo em condições de baixa rigidez.
-
A resolução dos processos de estrangulamento permitiu uma produção autónoma de 48 horas
A estabilização da maquinação melhorou significativamente a vida útil da ferramenta. A redução da frequência de trocas de ferramenta contribuiu para prolongar o tempo de operação autónoma.
Rumo a uma operação autónoma ainda mais longa
A Tsubakimoto Mayfran não está satisfeita com as melhorias atuais e já está a avançar para melhorias adicionais.
“Agora que os dois processos de estrangulamento foram resolvidos, um processo de maquinação diferente — a maquinação de face — tornou-se o estrangulamento atual. Ao melhorar este processo, queremos desafiar as 60 horas de operação autónoma a seguir.”
Ao ouvir o próximo objetivo, o Murata respondeu:
“Tal como no processo de ‘furação de centragem + Chamfering’, a maquinação de face também envolve condições de baixa rigidez. Também aqui quero procurar uma maquinação estável e uma vida útil prolongada da ferramenta, selecionando um cortador com a menor resistência ao corte possível.”
“Desde que entrei nesta empresa, tenho valorizado o lema ‘A pinch is a chance’ que me foi ensinado por um colega mais experiente. Como neste caso, por vezes as coisas correm bem, mas há também momentos em que a maquinação não corre como planeado e surgem problemas. No entanto, em vez de desistir facilmente, acredito que o mais importante é explorar se existem outras ideias ou medidas de melhoria e continuar a desafiar-se. Sinto que resolver problemas em casos particularmente difíceis reforça a relação de confiança subsequente com o cliente.”
O Murata está empenhado em apoiar também o próximo desafio de alcançar 60 horas de operação autónoma.
“Há muitas coisas na maquinação que só se compreendem ao experimentar de facto. Pretendemos continuar a desafiar-nos sem estarmos limitados por conceitos existentes.”
O Sr. Ichihashi partilhou as suas aspirações para o próximo desafio.
Na Tungaloy, continuaremos a esforçar-nos para apoiar os profissionais de fabrico que assumem novos desafios todos os dias.

Esquerda: Sr. Daisuke Kuroiwa, Chefe de Secção, Departamento de Fabrico, 1.ª Secção de Fabrico
Direita: Sr. Junpei Ichihashi, Departamento de Engenharia de Produção
Produtos apresentados neste artigo
Selecione a ferramenta ideal a partir de uma vasta gama de geometrias de ferramenta para melhorar a eficiência de maquinação
TungMeister
Reduza drasticamente o tempo de troca de ferramenta