Fondamenti dei rompitrucioli — Dalla teoria di base alla selezione
Quando si sente la parola “rompitruciolo”, molti potrebbero immaginare una scanalatura progettata per rompere i trucioli.
In pratica, tuttavia, un rompitruciolo si riferisce all’intero insieme di specifiche del tagliente, inclusi l’angolo di spoglia superiore, il land e l’arrotondamento (honing).
È un elemento chiave per la stabilità del processo, responsabile non solo del chip control ma anche del controllo della resistenza al taglio e della garanzia della robustezza del tagliente allo stesso tempo.
Questo articolo spiega sistematicamente tutto, dai principi dei rompitrucioli ai metodi di selezione, alle considerazioni per materiale del pezzo e alla risoluzione dei problemi.
Cosa imparerai in questo articolo
- Cos’è un rompitruciolo? — Definizione come specifiche del tagliente
- Perché i rompitrucioli sono necessari?
- Quando l’assenza di rompitruciolo è la scelta migliore
- Come si rompono i trucioli: il principio
- Qual è la forma ideale del truciolo?
- Criteri di base per la selezione di un rompitruciolo
- Differenze tra rompitrucioli per finitura, taglio medio e sgrossatura
- I rompitrucioli lavorano in combinazione con le condizioni di taglio
- Considerazioni per materiale del pezzo (ISO P/M/K/N/S/H)
- Punti da rivedere quando le cose non funzionano bene
- Sintesi
1. Cos’è un rompitruciolo?
In senso stretto, il termine rompitruciolo si riferisce alla scanalatura o alla geometria sporgente prevista sulla faccia di spoglia di un inserto per rompere i trucioli.
Nel design attuale degli inserti, tuttavia, un rompitruciolo si riferisce all’intero insieme di specifiche del tagliente, includendo non solo la rottura del truciolo ma anche il controllo della resistenza al taglio e la robustezza del tagliente. Questo articolo spiega i rompitrucioli basandosi su questa definizione più ampia.
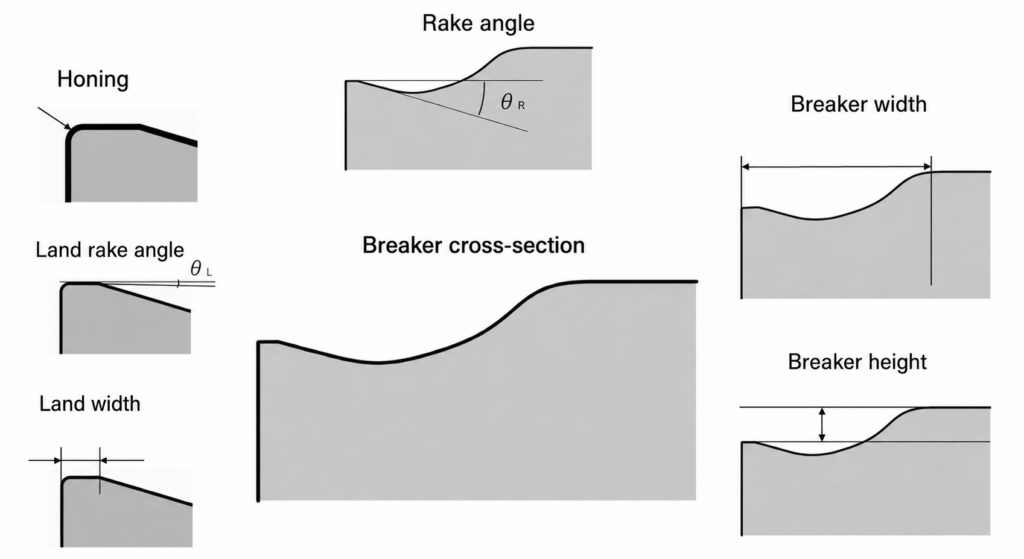
Elementi che compongono un rompitruciolo
- Larghezza del rompitruciolo — Larghezza della scanalatura che determina la distanza su cui i trucioli si arricciano
- Altezza della parete del rompitruciolo — Altezza della parete che riceve e piega il truciolo
- Angolo di spoglia superiore — Angolo che influenza la direzione del flusso del truciolo e la resistenza al taglio
- Larghezza del land — Larghezza dell’area piatta immediatamente dietro il tagliente
- Angolo di spoglia del land — Angolo di inclinazione della superficie del land.
- Honing (preparazione del tagliente) — Leggero arrotondamento applicato al tagliente
Relazione tra i parametri e i loro effetti
La tabella seguente riassume come i cambiamenti in ogni elemento influenzino tre fattori: “prestazioni di rottura del truciolo”, “resistenza al taglio” e “robustezza del tagliente”.
| Parametro | Direzione del cambiamento | Prestazioni di rottura del truciolo | Resistenza al taglio | Robustezza del tagliente |
|---|---|---|---|---|
| Larghezza del rompitruciolo | Rendi più stretto | ↑ Trucioli più facili da rompere | ↑ Aumenta | – |
| Altezza della parete del rompitruciolo | Rendi più alta | ↑ Trucioli più facili da rompere | ↑ Aumenta leggermente | – |
| Angolo di spoglia superiore | Aumenta l’angolo positivo | ↑ Più facile da arricciare | ↓ Diminuisce | ↓ Diminuisce |
| Larghezza del land | Rendi più largo | ↓ Peggiora leggermente | ↑ Aumenta | ↑ Migliora |
| Angolo di spoglia del land | Aumenta l’angolo negativo | ↓ Peggiora leggermente | ↑ Aumenta | ↑ Migliora |
| Honing | Rendi più grande | ↓ Peggiora leggermente | ↑ Aumenta | ↑ Migliora |
PUNTO CHIAVE
“Selezionare un rompitruciolo” equivale a selezionare l’equilibrio generale di queste specifiche del tagliente
Le prestazioni di rottura del truciolo, la resistenza al taglio e la robustezza del tagliente sono in una relazione di compromesso, quindi è importante trovare l’equilibrio ottimale per l’obiettivo di lavorazione.
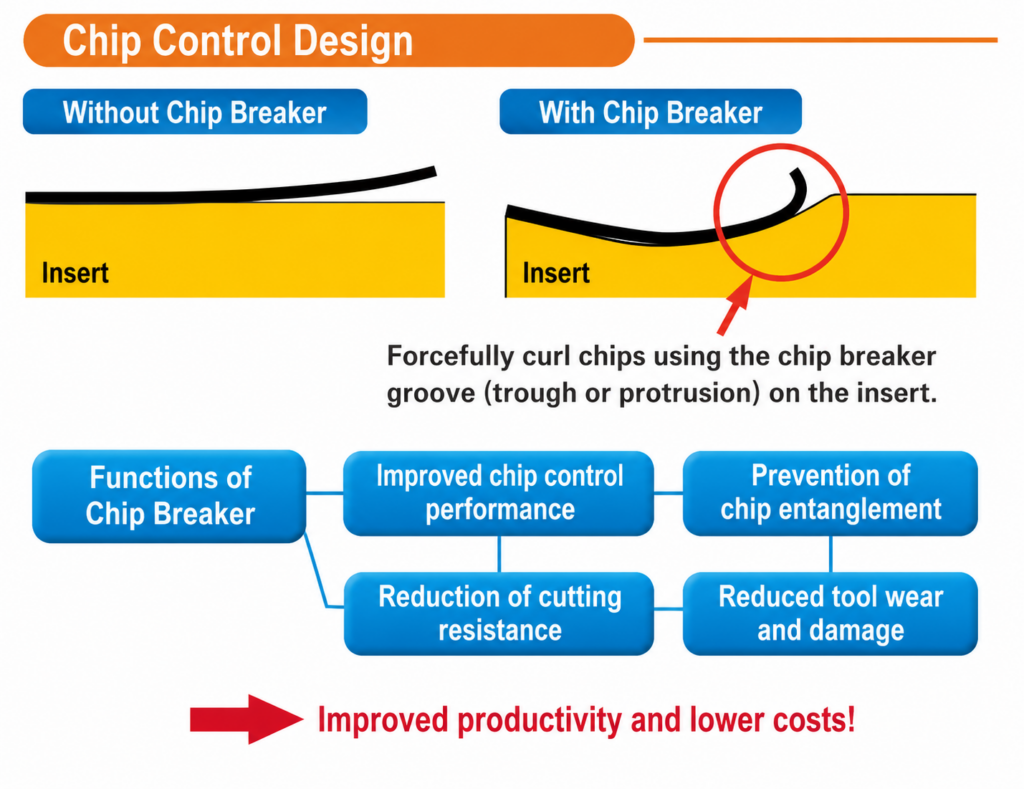
2. Perché i rompitrucioli sono necessari?
Problemi quando non c’è un rompitruciolo
- Trucioli lunghi e continui → trucioli che si avvolgono attorno al pezzo o all’utensile
- Rischio di superfici lavorate graffiate e arresto della macchina
- Preoccupazioni per la sicurezza dell’operatore, poiché i trucioli lunghi sono affilati e pericolosi
- Soprattutto nelle macchine automatiche e nelle lavorazioni continue, una cattiva evacuazione del truciolo può portare direttamente all’arresto del processo
Vantaggi di avere un rompitruciolo
- Migliore efficienza di lavorazione — I trucioli vengono rotti ed evacuati correttamente
- Maggiore durata dell’utensile — Previene carichi anomali causati dall’aggrovigliamento dei trucioli
- Qualità di lavorazione stabile — Riduce il contatto dei trucioli che può compromettere la finitura superficiale
Più del chip control — tre ruoli
Un rompitruciolo è responsabile non solo del chip control ma anche del controllo della resistenza al taglio e della garanzia della robustezza del tagliente allo stesso tempo.
- Chip control — Rompe ed evacua correttamente i trucioli attraverso il design della larghezza e dell’altezza della parete del rompitruciolo
- Resistenza al taglio — Riduce la resistenza attraverso il design dell’angolo di spoglia e della larghezza del rompitruciolo, contribuendo al risparmio energetico e alla soppressione delle vibrazioni
- Robustezza del tagliente — Garantisce la robustezza del tagliente attraverso il design della larghezza del land, dell’angolo di spoglia del land e dell’honing, prevenendo rotture e usura anomala
PUNTO CHIAVE
Un rompitruciolo è un elemento che progetta simultaneamente “chip control”, “resistenza al taglio” e “robustezza del tagliente”
Selezionare un rompitruciolo significa scegliere l’equilibrio ottimale di questi tre fattori. Guardare solo al chip control può portare a una selezione errata.
3. Quando l’assenza di rompitruciolo è la scelta migliore
Un rompitruciolo non è “sempre necessario”, né è vero che “più forte lavora, meglio è”. A seconda dell’obiettivo di lavorazione, del materiale del pezzo e delle condizioni di taglio, esistono casi in cui nessun rompitruciolo o un rompitruciolo con un debole effetto di rottura è più vantaggioso.
■ Quando si seleziona un inserto piano (flat top)
Materiali del pezzo i cui trucioli si rompono naturalmente corti, come la ghisa e l’ottone
Poiché la funzione di rottura del truciolo del rompitruciolo non è necessaria, si può usare un inserto piano per dare priorità alla robustezza del tagliente.
Taglio estremamente pesante o taglio interrotto
Poiché la scanalatura di un rompitruciolo può diventare un punto debole nella robustezza del tagliente, selezionare un inserto piano può ridurre il rischio di rottura.
■ Quando si seleziona un rompitruciolo con un debole effetto di rottura
Quando vuoi ridurre la resistenza al taglio
Un rompitruciolo che limita il truciolo aumenta la resistenza. Quando la bassa resistenza ha la priorità sul chip control, scegliere un rompitruciolo con un debole vincolo del truciolo è efficace per sopprimere la resistenza.
Quando vuoi ottenere un’eccellente qualità della superficie lavorata
Quando si enfatizza la rottura del truciolo, il vincolo del truciolo da parte del rompitruciolo aumenta lo spessore del truciolo, creando trucioli che hanno maggiori probabilità di graffiare la parete lavorata. Un rompitruciolo con un debole vincolo può generare trucioli che hanno meno probabilità di danneggiare la superficie lavorata, consentendo di dare priorità alla qualità della superficie.
PUNTO CHIAVE
A seconda dell’obiettivo di lavorazione, del materiale del pezzo e delle condizioni, anche “nessun rompitruciolo” o un “rompitruciolo debole” può essere la scelta giusta
È importante evitare il presupposto che un rompitruciolo sia sempre richiesto e prendere decisioni adatte all’obiettivo di lavorazione.
4. Come si rompono i trucioli: il principio
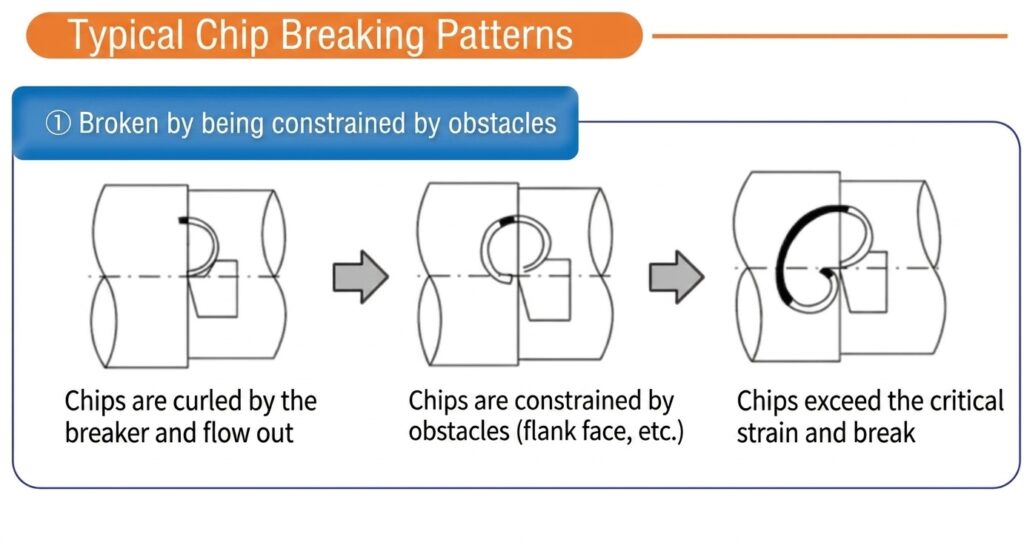
Il principio secondo cui un rompitruciolo rompe i trucioli può essere compreso nei seguenti quattro passaggi.
- Taglio e sollevamento — Il truciolo inizia a scorrere lungo la faccia di spoglia dal tagliente
- Arricciamento — Il truciolo è costretto ad arricciarsi fortemente dalla geometria del rompitruciolo, come la scanalatura e la parete
- Aumento della deformazione — Il raggio di arricciamento diventa più piccolo, aumentando la deformazione da flessione all’interno del truciolo
- Rottura — Il truciolo si rompe quando la deformazione supera il suo limite
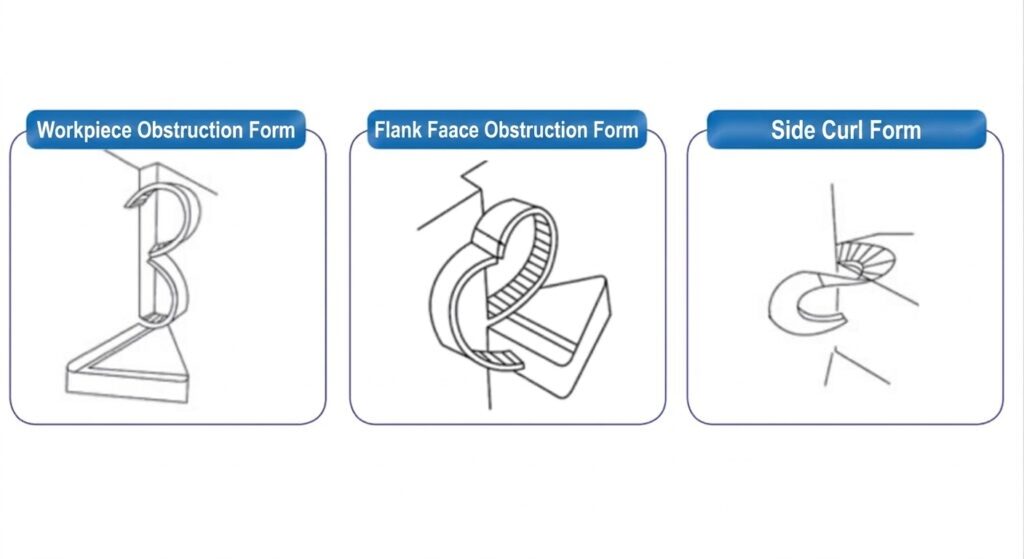
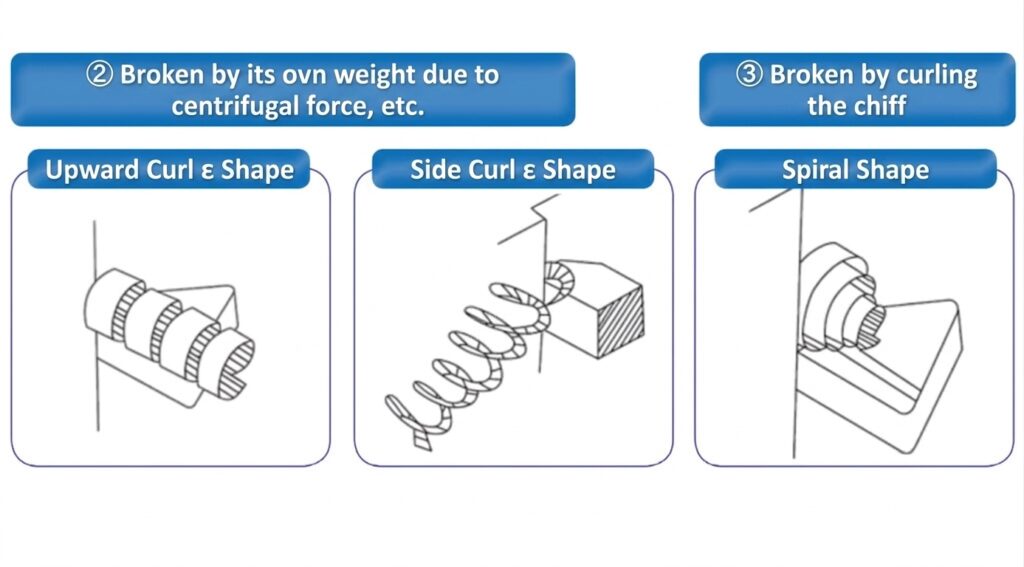
Tre modelli di rottura del truciolo
- Rottura contro l’utensile — Il truciolo arricciato collide con la parete del rompitruciolo o la faccia dell’inserto e si rompe
- Rottura contro il pezzo — Il truciolo arricciato colpisce la superficie del pezzo e si rompe
- Tipo auto-rompente — Il truciolo si rompe naturalmente solo per la propria deformazione da flessione
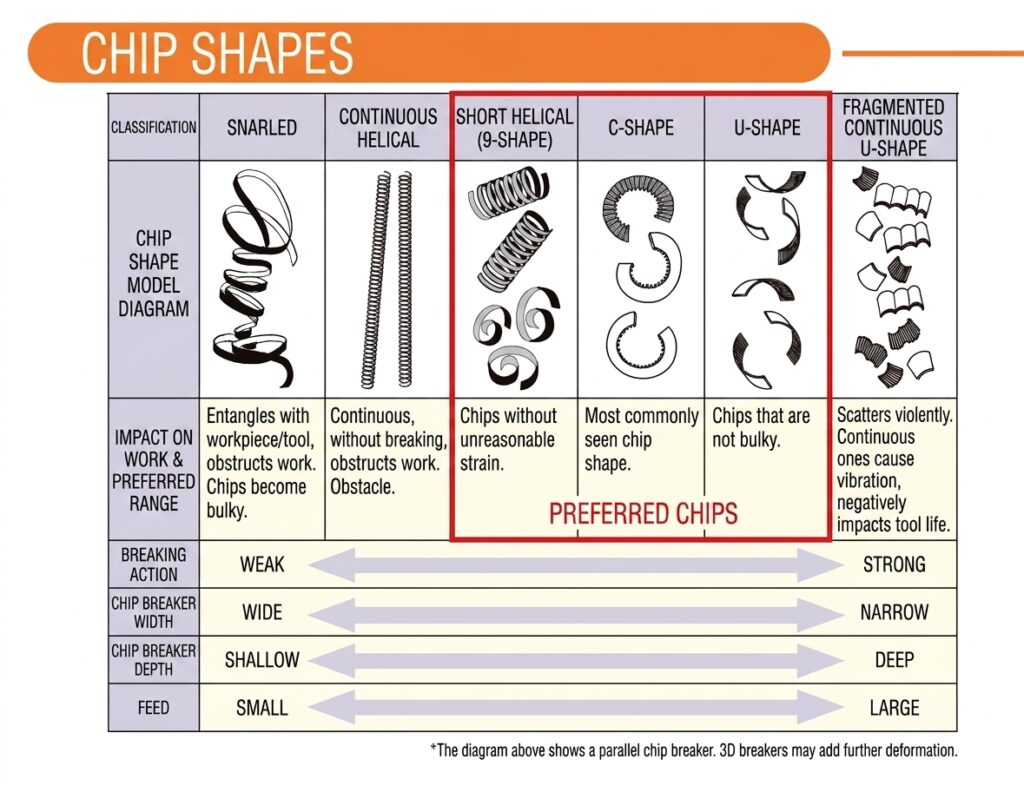
5. Qual è la forma ideale del truciolo?
Sapere “che tipo di truciolo è buono” fornisce una base per giudicare la selezione del rompitruciolo e la regolazione delle condizioni.
Trucioli ideali
- Trucioli a spirale con pochi giri — Moderatamente arricciati e rotti naturalmente
- Trucioli a forma di C moderatamente rotti — Né troppo corti né troppo lunghi, facili da evacuare
Trucioli indesiderati
❌ Trucioli continui eccessivamente lunghi
Questi si avvolgono attorno al pezzo o all’utensile e graffiano la superficie lavorata. Nelle macchine automatiche, possono causare l’arresto del processo a causa della cattiva evacuazione.
❌ Trucioli estremamente fini e duri
Questo indica che il rompitruciolo sta vincolando il truciolo troppo fortemente. Aumenta il carico sul tagliente, portando a una minore durata dell’utensile e a un maggior rischio di rottura.
PUNTO CHIAVE
Il truciolo ideale è “né troppo corto, né troppo lungo e facile da evacuare”
L’obiettivo non è semplicemente rompere i trucioli; l’equilibrio è importante.
6. Criteri di base per la selezione di un rompitruciolo
Ci sono tre criteri di base principali da considerare quando si seleziona un rompitruciolo.
① Area di lavorazione
Si riferisce alle categorie di finitura, taglio medio e sgrossatura. Poiché l’affilatezza, la robustezza del tagliente e la capacità di chip control richieste differiscono, seleziona un sistema rompitruciolo adatto all’area di lavorazione.
② Materiale del pezzo
La formazione del truciolo varia notevolmente a seconda del materiale del pezzo, come acciaio, acciaio inossidabile, ghisa, non-ferrous metals e leghe resistenti al calore. Ogni produttore fornisce sistemi rompitruciolo corrispondenti alle classificazioni ISO (P/M/K/N/S/H).
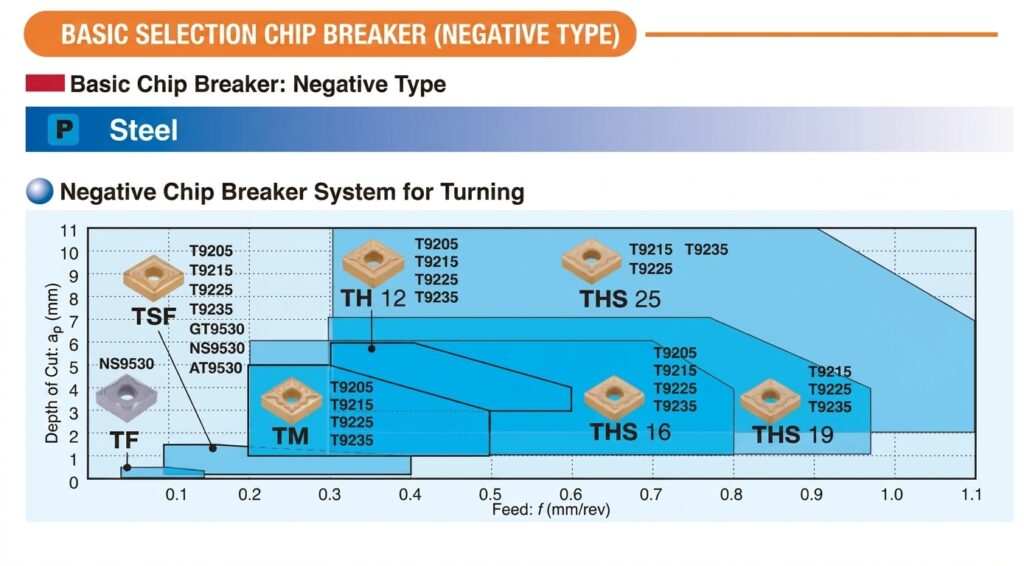
③ Intervallo di profondità di taglio (ap) e avanzamento (f)
Ogni rompitruciolo ha il proprio intervallo adatto di profondità di taglio e avanzamento. Usa la mappa di selezione del rompitruciolo (ap × f) mostrata nei cataloghi per selezionare un rompitruciolo che corrisponda alle condizioni di lavorazione.
PUNTO CHIAVE
Come leggere una mappa di selezione del rompitruciolo
L’asse orizzontale mostra l’avanzamento (f), l’asse verticale mostra la profondità di taglio (ap) e l’intervallo applicabile di ogni rompitruciolo è indicato come un’area. Controlla in quale area rientrano le tue condizioni di lavorazione e seleziona il rompitruciolo corrispondente.
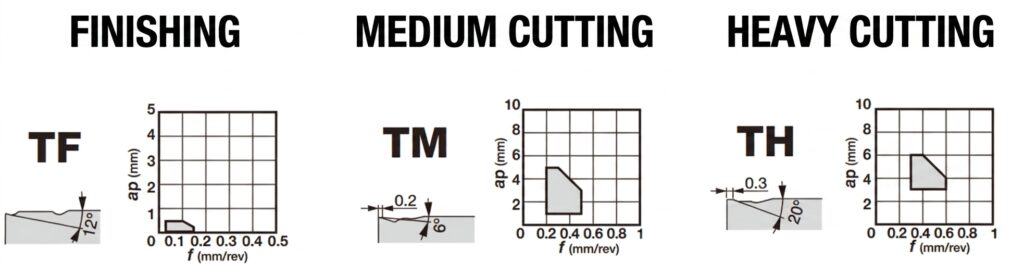
7. Differenze tra rompitrucioli per finitura, taglio medio e sgrossatura
Le prestazioni richieste a un rompitruciolo variano notevolmente a seconda dell’area di lavorazione.
| Articolo | Per finitura | Per taglio medio | Per sgrossatura |
|---|---|---|---|
| Avanzamento e profondità di taglio | Basso avanzamento, bassa profondità di taglio | Intervallo medio | Alto Avanzamento, elevata profondità di taglio |
| Affilatezza | Affilato (bassa resistenza) | Tipo bilanciato | Orientato alla robustezza |
| Robustezza del tagliente | Minore | Medio | Alto |
| Qualità superficiale | ◎ Vantaggioso | ○ Buono | △ Svantaggioso |
| Chip control | Supporta trucioli sottili | Supporta un’ampia gamma di condizioni | Rompe potentemente trucioli spessi |
| Campo di applicazione | Stretto (condizioni limitate) | Ampio (prima scelta per la produzione di massa) | Adatto per tagli pesanti e interrotti |
Rompitrucioli per finitura
Progettati con un’enfasi sull’affilatezza in intervalli di basso avanzamento e bassa profondità di taglio. Sono vantaggiosi per la qualità della superficie e mantengono bassa la resistenza al taglio. Tuttavia, la robustezza del tagliente potrebbe essere insufficiente in condizioni gravose o tagli interrotti.
Rompitrucioli per taglio medio
Questi sono i più versatili e sono progettati per coprire facilmente un’ampia gamma di condizioni. Nei siti di produzione di massa, sono spesso la prima scelta; in caso di dubbio, provare prima un rompitruciolo per taglio medio è l’approccio standard.
Rompitrucioli per sgrossatura
Design robusti che supportano elevate profondità di taglio, alti avanzamenti e tagli pesanti. Piegano fortemente i trucioli e forniscono un’elevata robustezza del tagliente, ma possono essere svantaggiosi in termini di bassa resistenza e qualità della superficie finita.
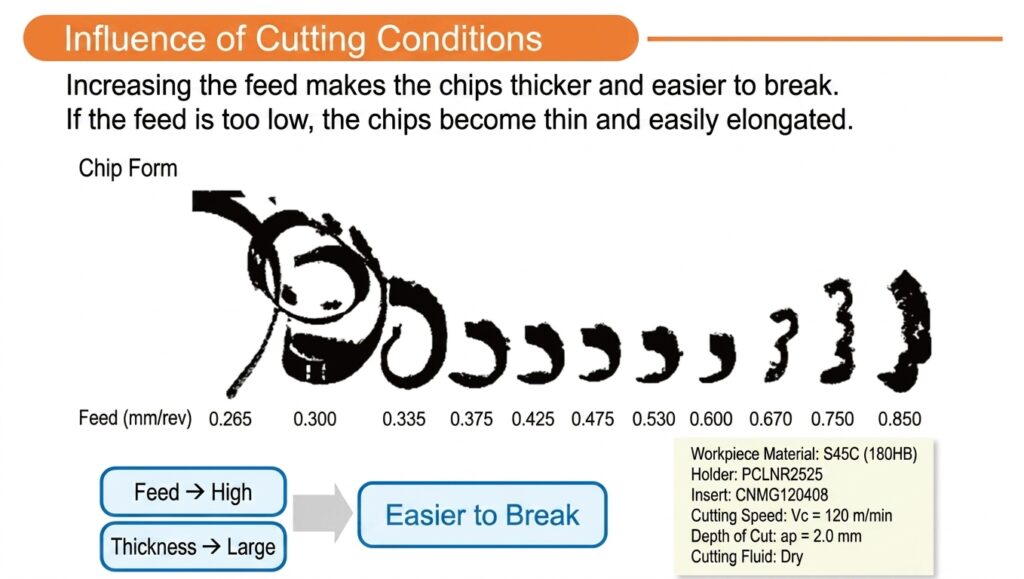
8. I rompitrucioli lavorano in combinazione con le condizioni di taglio
La selezione del rompitruciolo non si esaurisce con la sola geometria del rompitruciolo. Il modo in cui lavora cambia a seconda della combinazione con le condizioni di lavorazione.
Condizioni di lavorazione che influenzano le prestazioni del rompitruciolo
- Avanzamento (f) — Se l’avanzamento è troppo basso, i trucioli diventano sottili e difficili da rompere. Se è troppo alto, un vincolo eccessivo aumenta il carico sul tagliente.
- Profondità di taglio (ap) — Se è troppo bassa, la larghezza del truciolo diventa insufficiente e il rompitruciolo è meno efficace.
- Cutting speed (Vc) — In generale, all’aumentare della velocità di taglio, l’intervallo efficace del rompitruciolo tende a restringersi.
- Refrigerante — L’intervallo efficace cambia a seconda della presenza o assenza di fluido da taglio e del metodo di fornitura. Il refrigerante ad alta pressione aiuta l’evacuazione e la rottura del truciolo.
- Angolo dell’attacco (angolo di approccio) — Cambia la direzione del flusso del truciolo, lo spessore e la larghezza, influenzando il funzionamento del rompitruciolo.
PUNTO CHIAVE
La selezione del rompitruciolo non si esaurisce con il solo rompitruciolo
È determinata dalla combinazione di avanzamento, profondità di taglio, velocità e refrigerante. In generale, all’aumentare della velocità di taglio, la temperatura del truciolo sale e il truciolo diventa più morbido, quindi l’intervallo di avanzamento e profondità di taglio in cui il rompitruciolo è efficace si restringe.
9. Considerazioni per materiale del pezzo
La formazione del truciolo differisce notevolmente a seconda del tipo di materiale del pezzo, e cambiano anche le caratteristiche richieste a un rompitruciolo. I punti chiave per ogni gruppo di materiali sono riassunti di seguito secondo le classificazioni ISO dei materiali del pezzo (P/M/K/N/S/H).
ISO P Acciaio (acciaio al carbonio e acciaio legato)
- Un materiale rappresentativo per il quale i rompitrucioli sono facili da applicare. In condizioni appropriate, è relativamente facile ottenere la forma del truciolo desiderata.
- In generale, il chip control è buono e la forza di taglio rientra in un intervallo stabile.
- L’acciaio a basso tenore di carbonio (C<0,25%) è duttile e incline all’adesione, incluso il tagliente di riporto. Un tagliente affilato e un angolo di spoglia positivo sono efficaci. Mantenere la profondità di taglio pari o superiore al raggio di punta migliora il chip control.
- Negli acciai altolegati e negli acciai ad alta durezza, la generazione di calore aumenta e l’intervallo efficace del rompitruciolo tende a restringersi.
ISO M Acciaio inossidabile
- Un materiale rappresentativo che tende a produrre trucioli lunghi ed è difficile da controllare.
- L’acciaio inossidabile austenitico è incline all’incrudimento, producendo trucioli duri e tagliente di riporto. Si raccomandano un tagliente affilato e una geometria positiva.
- L’acciaio inossidabile duplex ha un’elevata resistenza alla trazione e grandi forze di taglio. I trucioli diventano spessi e duri, creando un rischio di martellamento del truciolo o danni al tagliente causati dall’impatto del truciolo.
- È efficace una combinazione di sistemi rompitruciolo dedicati per finitura, taglio medio e sgrossatura con refrigerante ad alta pressione.
- È importante tagliare al di sotto dello strato incrudito e mantenere costante la profondità di taglio.
ISO K Ghisa
- Caratterizzata da trucioli corti che si rompono facilmente; il chip control è generalmente buono.
- La ghisa grigia (GCI) ha elevate proprietà auto-rompenti e i trucioli tendono a rompersi corti. La resistenza all’usura abrasiva è più importante della funzione di rottura del truciolo del rompitruciolo.
- La ghisa nodulare (NCI) tende a produrre tagliente di riporto e, nei gradi ferritici teneri, l’usura adesiva è dominante.
- La CGI (ghisa a grafite compatta) ha una resistenza alla trazione da 2 a 3 volte superiore alla GCI, con conseguente maggiore forza di taglio e generazione di calore.
- L’ADI (ghisa duttile austemperata) riduce la durata dell’utensile del 40-50% rispetto alla NCI. Bisogna prestare attenzione alle elevate forze di taglio dinamiche.
- Vengono frequentemente utilizzati inserti negativi che enfatizzano la robustezza del tagliente.
ISO N Metalli non ferrosi (alluminio, leghe di rame, ecc.)
- Le leghe di alluminio hanno basse forze di taglio e tendono a produrre trucioli lunghi. Se legate, il chip control è relativamente facile.
- L’alluminio puro ha un’elevata adesione, rendendo essenziali un tagliente affilato e un’elevata velocità di taglio.
- L’alluminio con un contenuto di Si del 13% o superiore è altamente abrasivo e gli utensili in PCD sono efficaci.
- Le leghe di rame come l’ottone e il bronzo generano trucioli relativamente corti. Le leghe di rame a lavorazione facile hanno una bassa dipendenza dai rompitrucioli.
- In generale, taglienti affilati e geometria positiva sono requisiti fondamentali. I rompitrucioli con debole effetto di rottura sono anche un’opzione quando si dà priorità all’affilatezza.
ISO S Superleghe resistenti al calore e titanio (HRSA)
Leghe a base di nichel, come l’Inconel
- La resistenza alle alte temperature è elevata e vengono generati trucioli segmentati difficili da rompere.
- Le elevate forze di taglio dinamiche creano un carico pesante sul tagliente. Attenzione all’usura a intaglio e al tagliente di riporto.
- Si raccomandano inserti rotondi con un grande angolo di approccio e geometria positiva.
Leghe di titanio
- La conduttività termica è bassa, quindi il calore di taglio si concentra sul tagliente.
- I trucioli sottili contattano un’area ristretta della faccia di spoglia, creando un carico concentrato vicino al tagliente.
- Se la velocità di taglio è troppo alta, le reazioni chimiche con il materiale dell’utensile possono creare un rischio di rottura improvvisa.
- È richiesto un tagliente affilato e tenace.
Leghe a base di cobalto
- Tra i materiali più difficili da lavorare, con un’elevata resistenza alla corrosione a caldo. La resistenza specifica al taglio è estremamente alta, da 2700 a 3100 N/mm².
Punti comuni
- La combinazione di refrigerante ad alta pressione e rompitrucioli dedicati è essenziale.
- Il chip control in intervalli di bassa velocità e basso avanzamento è una sfida.
- La lavorabilità varia notevolmente tra materiali ricotti e invecchiati, quindi conferma la condizione del trattamento termico prima di selezionare un rompitruciolo.
ISO H Hardened steel (da 50 a 68 HRc)
- Utilizzato principalmente nelle operazioni di finitura. La resistenza specifica al taglio è alta, da 2550 a 4870 N/mm², ma il chip control è relativamente buono.
- Gli utensili in CBN sono i più diffusi e i rompitrucioli 3D possono migliorare il chip control, fornire l’angolo di spoglia e sopprimere le vibrazioni.
- La deformazione plastica causata dall’alta temperatura di taglio e la resistenza all’usura abrasiva sono questioni importanti.
10. Punti da rivedere quando le cose non funzionano bene
La tabella seguente riassume i sintomi tipici, le cause principali e le contromisure quando si verificano problemi legati ai trucioli.
| Sintomo | Cause principali | Contromisure |
|---|---|---|
| Vengono prodotti trucioli lunghi | Avanzamento insufficiente / profondità di taglio insufficiente / raggio di punta troppo grande / angolo di attacco inappropriato | Aumenta l’avanzamento / aumenta la profondità di taglio / riduci il raggio di punta / rivedi l’angolo di attacco |
| I trucioli sono troppo corti e duri, causando un elevato carico sul tagliente | Avanzamento eccessivo / raggio di punta troppo piccolo / vincolo del rompitruciolo troppo forte, ovvero selezione errata del rompitruciolo | Riduci l’avanzamento / passa a un rompitruciolo per applicazioni ad alto avanzamento / considera un rompitruciolo con un debole effetto di rottura |
| Scarsa qualità della superficie lavorata | I trucioli colpiscono e graffiano la superficie del pezzo / lo spessore del truciolo aumenta a causa del vincolo del rompitruciolo / tagliente di riporto | Rivedi il rompitruciolo e le condizioni di taglio / passa a un rompitruciolo con un vincolo più debole / aumenta la velocità di taglio per sopprimere il tagliente di riporto |
💡 Idee errate comuni
| Idea errata | Realtà |
|---|---|
| Cambiare il rompitruciolo risolve tutto | Non funzionerà a meno che anche l’avanzamento, la profondità di taglio, la velocità, il refrigerante e l’angolo dell’attacco non siano appropriati. |
| Più finemente vengono rotti i trucioli, meglio è | Se i trucioli sono troppo fini, il carico sul tagliente aumenta, causando una minore durata dell’utensile e rotture. |
| Deve essere controllata solo la qualità della superficie | I trucioli possono colpire la superficie del pezzo e causare graffi. Anche la forma del truciolo deve essere controllata. |
Sintesi — Punti chiave per la selezione del rompitruciolo
Un rompitruciolo non è semplicemente una “scanalatura che rompe i trucioli”; si riferisce all’ intero insieme di specifiche del tagliente, inclusi l’angolo di spoglia superiore, il land e l’honing. È un elemento chiave per la stabilità del processo che influenza simultaneamente il chip control, la resistenza al taglio e la robustezza del tagliente.
- La selezione della geometria e l’ottimizzazione delle condizioni lavorano insieme — Cambiare solo il rompitruciolo non produrrà l’effetto desiderato se le condizioni non sono adatte.
- Usa la mappa di selezione del rompitruciolo — Controlla il rompitruciolo adatto alle condizioni di lavorazione usando le mappe del catalogo per classificazione P/M/K/N/S/H.
- Considera le caratteristiche del materiale del pezzo — Poiché la formazione del truciolo differisce a seconda del materiale, seleziona un sistema rompitruciolo adatto al materiale del pezzo.
- “Nessuno” o “debole” può anche essere corretto — A seconda dell’obiettivo di lavorazione, un inserto piano o un rompitruciolo con un vincolo debole può essere un’opzione efficace.
- Controlla la forma del truciolo — L’ideale è una forma che sia “né troppo corta, né troppo lunga e facile da evacuare”. Osserva i trucioli dopo la lavorazione e usali come indizi per il miglioramento.
CONCLUSIONE
Selezionare il rompitruciolo ottimale in base alle caratteristiche del materiale del pezzo e alle condizioni di lavorazione è la chiave per produrre prodotti di alta qualità
Comprendendo correttamente i rompitrucioli e ottimizzando l’equilibrio tra “chip control”, “resistenza al taglio” e “robustezza del tagliente”, è possibile ottenere sia la qualità di lavorazione che la produttività.