



T6200 & AH6200 inserti con innovativi rivestimenti per la tornitura degli acciai inossidabili, parola chiave: affidabilità!
Nuovi gradi CVD e PVD per la lavorazione degli acciai inossidabili


Applicazioni & Caratteristiche
Applicazioni


Caratteristiche
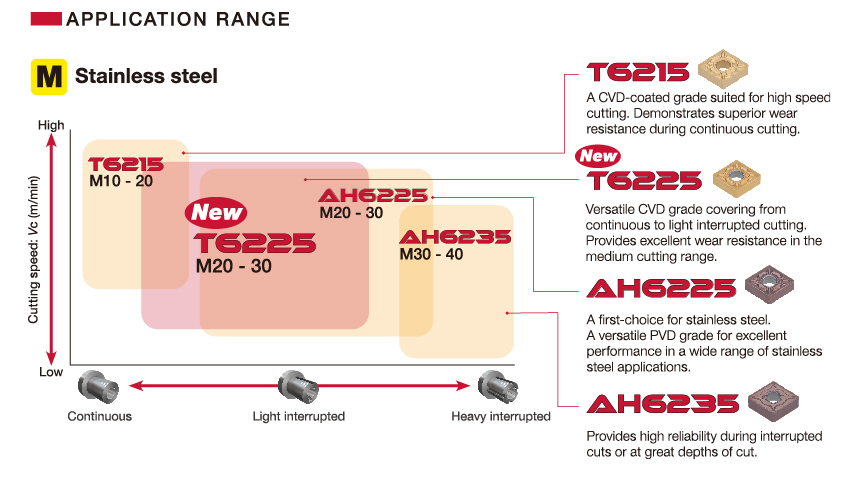
1. Campo di applicazione
2. Caratteristiche dei gradi



Rivestimento PVD estremamente versatile
Rivestimento arricchito di titanio
– Rivestimento PVD di elevato spessore, arricchito di Titanio per una resistenza superiore agli shock termici
– Usura per craterizzazione ridotta
Rivestimento nano-multistrato con un elevato contenuto di Titanio
Lo strato più esterno, a struttura nano-multistrato e con un elevato contenuto di titanio, è stato realizzato grazie alla più recente tecnologia dei rivestimenti Tungaloy. La nano-struttura e la durezza forniscono un ottimo rapporto tra resistenza all’usura e resistenza alla frattura, migliorando la durata e la prevedibilità dell’inserto.



Superiore resistenza all’usura
Aumentata la durezza dello strato di rivestimento più esterno
– Lo strato più esterno è estremamente duro per aumentare la resistenza all’usura sul fianco.
Forte resistenza degli strati di Al2O3
– La più avanzata tecnologia di rivestimento CVD Al2O3 Tungaloy in grado di migliorare l’adesione del rivestimento, prevenire la scheggiatura e lo sfogliamento.
Alto strato di rivestimento
– 30% in più rispetto ai gradi esistenti.
– Superiore resistenza all’usura e lunga vita inserto.
Gradi
T6215
![]()
![]()
-
P10 – P30 / M10 – M30
- Per alte velocità di taglio, grado rivestito CVD estremamente resistente all’usura nel taglio continuo di acciai inossidabili
AH6225
![]()
![]()
- P20 – P30 / M20 – M30
- Prima scelta per la tornitura di acciai inossidabili
- Grado PVD versatile con un buon rapporto tra resistenza all’usura e resistenza alla frattura
AH6235
![]()
![]()
- P30 – P40 / M30 – M40
- Per taglio interrotto e lavorazioni pesanti
- Grado PVD con superiore resistenza alla frattura nella tornitura di acciai inossidabili
Esempi di lavorazione
Esempio #1
| Pezzo: | Manicotto |
| Materiale: | X5CrNi18-9 / SUS304 |
| Inserto: | DNMG150408-SM |
| Grado: | T6215 |
| Parametri di taglio | Vc = 150(m/min) f = 0.3 (mm/giro) ap = 3 (mm) Applicazione: tornitura esterna Refrigerante: sì |

Esempio #2
| Pezzo: | Componente di macchina |
| Materiale: | X5CrNi18-9 / SUS304 |
| Inserto: | TNMG160408-SM |
| Grado: | T6215 |
| Parametri di taglio: | Vc = 200(m/min) f = 0.3 (mm/giro) ap = 2.5 (mm) Applicazione: tornitura frontale esterna Refrigerante: sì |

Esempio #3
| Pezzo: | Componente di generatore |
| Materiale: | X12Cr13 / SUS410 |
| Inserto: | CNMG120408-SH |
| Grado: | AH6235 |
| Parametri di taglio: | Vc = 70 (m/min) f = 0.15 (mm/giro) ap = 2 – 4 (mm) Applicazione: tornitura frontale (taglio interrotto) Refrigerante: sì |

Esempio #4
| Pezzo: | Componente di macchina |
| Materiale: | X5CrNi18-9 / SUS304 |
| Inserto: | CNMG120412-SM |
| Grado: | AH6235 |
| Parametri di taglio: | Vc = 80 (m/min) f = 0.2 (mm/giro) ap = 1.5 (mm) Applicazione: tornitura frontale (taglio interrotto) Refrigerante: sì |

Esempio #5
| Pezzo: | Giunto |
| Materiale: | X5CrNi18-9 / SUS304 |
| Inserto: | CNMG120404-SM |
| Grado: | AH6225 |
| Parametri di taglio: | Vc = 90(m/min) f = 0.2 (mm/giro) ap = 1 (mm) Applicazione: tornitura esterna Refrigerante: sì |

Esempio #6
| Pezzo: | Componente di macchina |
| Materiale: | SUS440 (Acciaio inossidabile martensitico) |
| Inserto: | VNMG160404-SF |
| Grado: | AH6225 |
| Parametri di taglio: | Vc = 110 (m/min) f = 0.1 (mm/giro) ap = 0.5 (mm) Applicazione: tornitura esterna Refrigerante: sì |

Parametri di taglio standard
Inserti negativi
| ISO | Operazione | Rompitruciolo | Grado | Prof. di taglio ap (mm) |
Avanzamento f (mm/rev) |
Velocità di taglio: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Acciai inossidabili austenitici | Acciai inossidabili ferritici / martensitici |
Acciai inossidabili da invecchiamento artificiale | ||||||
 |
Finitura | SF | T6215 | 0.5 – 2.5 | 0.08 – 0.45 | 140 – 240 | 160 – 280 | 80 – 150 |
| T6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.45 | 50 – 150 | 70 – 170 | – | |||
| Taglio medio | SM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| T6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| SDM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| Taglio pesante | SH | T6215 | 2 – 6 | 0.3 – 0.6 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 2 – 6 | 0.3 – 0.6 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 2 – 6 | 0.3 – 0.6 | 50 – 150 | 70 – 170 | – | |||
PSS / PS / PM
| ISO | Operazione | Rompitruciolo | Grado | Prof. di taglio ap (mm) |
Avanzamento f (mm/rev) |
Velocità di taglio: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Acciai inossidabili austenitici | Acciai inossidabili ferritici / martensitici | Acciai inossidabili da invecchiamento artificiale | ||||||
|
Finitura | PSS | T6215 | 0.3 – 2 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 |
| AH6225 | 0.3 – 2 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.3 – 2 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Finitura e taglio medio | PS | T6215 | 0.5 – 2.5 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Taglio medio | PM | T6215 | 1 – 3 | 0.15 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 1 – 3 | 0.15 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 3 | 0.15 – 0.3 | 50 – 150 | 70 – 170 | – | |||
JS chipbreaker
| ISO | Workpiece materials | Chipbreaker | Grade | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
|
Austenitic stainless steel | JS | AH6225 | 90 – 200 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 |
| Ferritic / martensite stainless steel | JS | AH6225 | 110 – 240 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
| Precipitation hardened stainless steel | JS | AH6225 | 60 – 110 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:
Serie T6200 & AH6200

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili