

Cermet grades for steel finishing turning
Cermet grades with remarkable stable tool life due to incredible fracture resistance

Applications & Features
Applications




Features
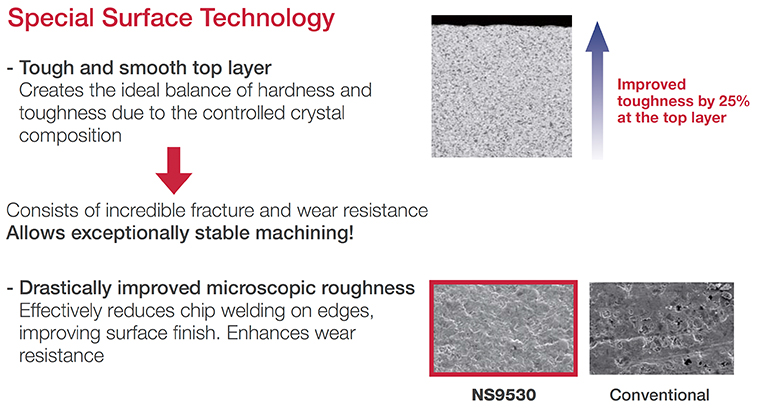
1. Special Surface Technology
Consists of incredible fracture and wear resistance for exceptionally stable machining!
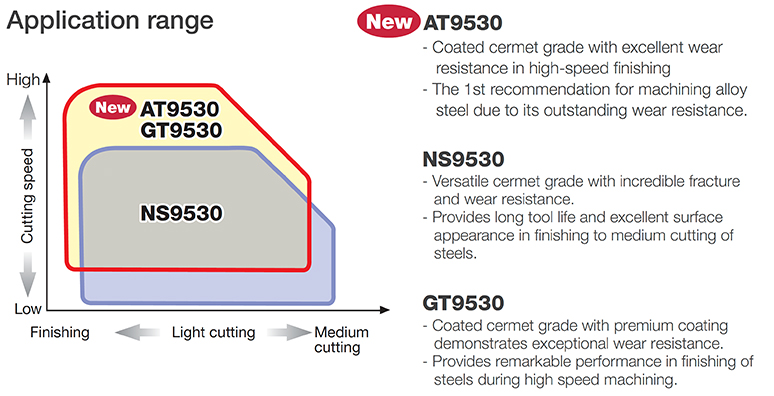
2. Application range
Gradi
NS9530
![]()
![]()
- High fracture resistance
- Suitable for finishing to medium cutting of steel
GT9530
![]()
![]()
- High wear resistance
- Excellent surface quality in finishing
AT9530
![]()
- High wear resistance
- First choice for machining alloy steel
Practical examples
Example #1
General Engineering
| Part: | Rotor parts |
| Material: | Sintered material |
| Insert: | VNMG160402-TSF |
| Grade: | AT9530 |
| Cutting conditions: | Vc = 220 (m/min) f = 0.07 (mm/rev) ap = 0.5 (mm) Application: Face turning (Continuous cutting) Coolant: Wet |

Example #2
Automotive Industry
| Part: | Automotive parts |
| Material: | SPCH |
| Insert: | DNMG150408-TSF |
| Grade: | GT9530 |
| Cutting conditions: | Vc = 225 (m/min) f = 0.25 (mm/rev) ap = 0.3 (mm) Application: Face turning (Continuous cutting) Coolant: Wet |

Example #3
Automotive Industry
| Part: | Automotive parts |
| Material: | SCM415 |
| Insert: | TPMT110304-PS |
| Grade: | NS9530 |
| Cutting conditions: | Vc = 125 (m/min) f = 0.15 (mm/rev) ap = 1.0 (mm) Application: Internal turning (Continuous cutting) Coolant: Wet |

Standard cutting conditions
NEGATIVE TYPE INSERTS
Basic chipbreaker
| Application | Chipbreaker | Grades | Cutting speedVc (m/min) | Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing | TF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.03 – 0.15 |
| Finishing | TSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.08 – 0.4 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
TS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Complementary chipbreakers
| Application | Chipbreaker | Grades | Cutting speedVc (m/min) | Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing | 01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.4 | 0.03 – 0.15 |
| A – D | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 4.0 | 0.1 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.03 – 0.2 | |
| Finishing | ZF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| 11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 1.5 | 0.07 – 0.25 | |
| AFW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 1.5 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| High feed, small depth of cut |
AS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.2 – 0.6 |
| ASW | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.3 – 0.6 | |
| Boring (Double sided chipbreaker) |
CB | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.5 | 0.1 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
TQ | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| ZM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.7 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| NM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.15 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Medium cutting | All-round | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.2 – 0.4 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Parallel | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| S | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 4.0 | 0.2 – 0.4 | |
| P | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 4.0 | 0.2 – 0.5 | |
POSITIVE TYPE INSERTS
Basic chipbreakers
| Application | Chipbreaker | Grades | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Finishing | PSF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to light cutting |
PSS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing to medium cutting |
PS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.5 | 0.1 – 0.3 |
| AT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Medium cutting | PM | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 3.0 | 0.15 – 0.3 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
Complementary chipbreakers
| Application | Chipbreaker | Grades | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed f(mm/rev) |
||
|---|---|---|---|---|---|---|---|
| Low carbon steels Alloy steels 180HB |
Medium carbon steels Alloy steels 240HB |
High carbon steels Alloy steels 300HB |
|||||
| Precision finishing |
01 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.05 – 0.5 | 0.03 – 0.15 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| Finishing | PF | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 0.5 | 0.05 – 0.25 |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W08 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 1.0 | 0.03 – 0.15 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W11 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| W13 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W15 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| W20 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.03 – 0.2 | |
| GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | ||||
| with hand | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.03 – 0.2 | |
| Finishing to medium cutting |
ZF | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.3 – 1.5 | 0.05 – 0.25 |
| ZM | GT9530 | 150 – 300 | 80 – 250 | 80 – 200 | 0.5 – 2.0 | 0.05 – 0.3 | |
| 23 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| SS | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 2.0 | 0.1 – 0.3 | |
| All-round | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 1.0 – 2.0 | 0.05 – 0.2 | |
| For external turning on small lathes | J10 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 5.0 | 0.01 – 0.1 |
| Medium cutting | 24 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.5 – 3.0 | 0.08 – 0.3 |
| Heavy cutting | 61 | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.2 – 2.0 | 0.3 – 1.0 |
| Finishing to medium cutting | – | NS9530 | 150 – 250 | 80 – 220 | 80 – 180 | 0.1 – 2.0 | 0.05 – 0.3 |
JS, JP Chipbreaker
| ISO | Workpiece materials | Chipbreaker | Grade | Cutting speed Vc (m/min) | Depth of cut ap (mm) | Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
 |
Carbon steel Alloy steel |
JP | NS9530 | 150 – 250 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – |
| AT9530 | 150 – 300 | 0.05 – 2.5 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | – | |||
| JS | NS9530 | 150 – 250 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | ||
| AT9530 | 150 – 300 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |||
For more information about this product, visit our online e-catalog or download the product report:

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili