
Fresa per spallamento e spianatura ad inserti tangenziali, per operazioni gravose su macchine di taglia medio-grande
Inserti tangenziali che garantiscono stabilità ed eccezionale affidabilità nelle operazioni gravose di spallamento e spianatura

Applicazioni & Caratteristiche
Applicazioni





Caratteristiche
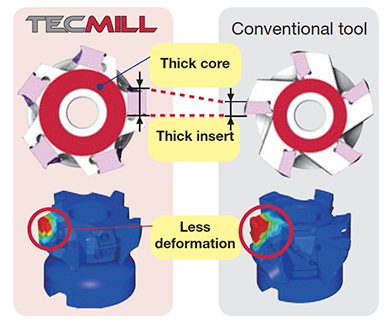
1. Operazioni affidabili
– Corpi fresa rigidi con nocciolo centrale di elevato spessore.
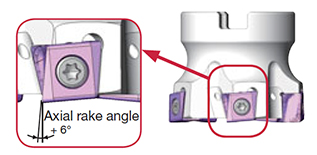
2. Inserti a 4 taglienti
– Angoli di spoglia ampi riducono le forze di taglio.
Inserti & Gradi
Inserti

LMMU11/16-MJ
- Massima profondità di taglio
– LNMU11-MJ: 9.7 mm
– LNMU16-MJ: 15.1 mm - Inserto a 4 taglienti
- Basse forze favoriscono un’operazione di taglio dolce e stabile
Gradi principali
AH3135
![]()
![]()
- Elevata resistenza alla frattura
- Per la fresatura di acciai ed acciai inossidabili a parametri di taglio generali
AH725
![]()
![]()
![]()
![]()
- Buon rapporto tra resistenza all’usura e resistenza alla scheggiatura
- Per la fresatura di acciai ed acciai inossidabili a parametri di taglio generali
AH120
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Per la fresatura di acciai, acciai inossidabili e ghisa a parametri di taglio generali
AH3225
![]()
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Per la fresatura di acciai ed acciai inossidabili
AH8015
![]()
![]()
![]()
![]()
![]()
-
Buon rapporto tra resistenza all’usura e alla frattura
-
PRIMA SCELTA per la fresatura di leghe resistenti al calore a parametri di taglio generali
Corpi fresa

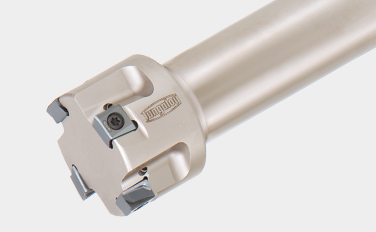
Versione a manicotto

TPM11/16, TPM16-SA (ø50 – ø250 mm)
A manicotto per spallamento e spianatura
Versione ad elica estesa

TLM11 (ø50 – ø63mm)
Per spallamento ad elevate profondità di passata
Esempi di lavorazione
Esempio #1
Industria Automotive
| Pezzo: | Base di planetario |
| Materiale: | S35C |
| Fresa: | Speciale (ø78 mm, z = 2) |
| Inserto: | LMMU160932PNER-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 250 (m/min) fz = 0.1 (mm/dente) Vf = 200 (mm/min) ap = 40 (mm) ae = 30 (mm) Applicazione: a tuffo Refrigerante: a secco Macchina: centro verticale BT50 |

Esempio #2
Industria Automotive
| Pezzo: | Alloggiamento ingranaggio |
| Materiale: | FCD450 / GGG45 / 450-10S |
| Fresa: | TPM11R200U0075A05 (ø50.8 mm, z = 5) |
| Inserto: | LMMU110708PNER-MJ |
| Grado: | T1215 |
| Parametri di taglio: | Vc = 175 (m/min) fz = 0.15 (mm/dente) Vf = 840 (mm/min) ap = 4 (mm) ae = 20 (mm) Applicazione: spallamento retto Refrigerante: a secco Macchina: centro verticale BT50 |

Esempio #3
Lavorazioni generali
| Pezzo: | Scatola |
| Materiale: | Acciaio inossidabile |
| Fresa: | TPM16R100M31.7-06 (ø100, z = 6) |
| Inserto: | LMMU160908PNER-MJ |
| Grado: | AH725 |
| Parametri di taglio: | Vc = 100 (m/min) fz = 0.3 (mm/dente) Vf = – (mm/min) ap = 10 (mm) ae = 40 (mm) Applicazione: spallamento Refrigerante: a secco Macchina: centro verticale BT50 |

Parametri di taglio standard
Bore, shank type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.3 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.3 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.25 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.3 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.3 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.2 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
 |
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 45 – 70 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 65 | 0.05 – 0.1 | ||
Roughing type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.25 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.25 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.2 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.2 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
|
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
|
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.25 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.25 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
|
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.15 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
|
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 30 – 60 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 25 – 55 | 0.05 – 0.1 | ||
indietro

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.