

Fresa per spianatura DoTriple-Mill estremamente versatile, idonea in un’ampia gamma di materiali
DoTriple-Mill è una fresa per spianatura caratterizzata da un affidabile bloccaggio inserto a coda di rondine e dal triplo vantaggio di alloggiare inserti quadrati, ottagonali e tondi nella stessa sede.

Applicazioni & Caratteristiche
Applicazioni

Caratteristiche
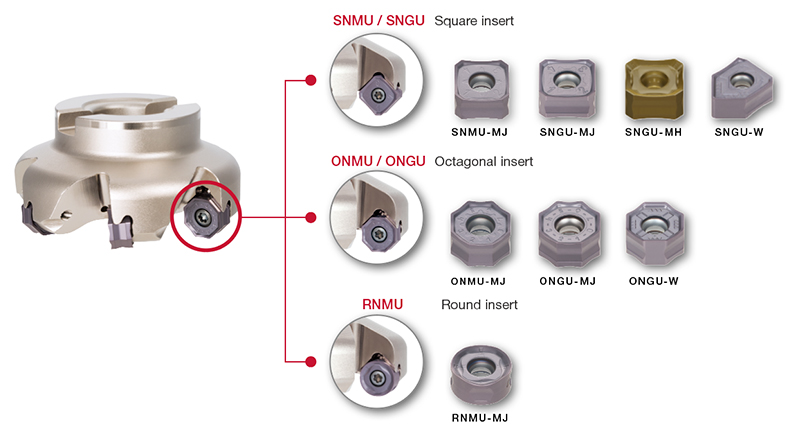
1. Elevata versatilità
• 3 tipi di inserti bilaterali che alloggiano nella stessa sede inserto.
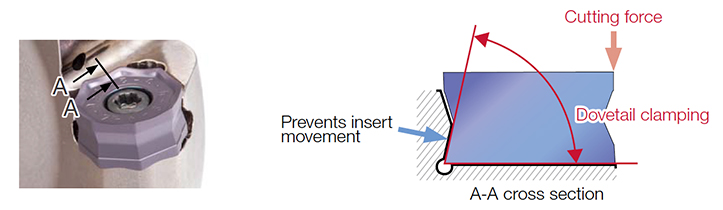
2. Bloccaggio rigido fornito dal design a coda di rondine
• Migliore performance specialmente nella fresatura di materiali che sviluppano alte temperature.
• Durata inserto elevata.
Inserti & Gradi
Inserti

SN*U
- Massima profondità di taglio = 6 mm
- Inserto quadrato a 45°
- Ideale per profondità di passata importanti

ON*U
- Massima profondità di taglio = 3.4 mm
- Inserto ottagonale a 45°
- Estremamente economico con 16 taglienti disponibili

RNMU
- Massima profondità di taglio = 6 mm
- Per spianature ad alto avanzamento oppure per ampie profondità di taglio
- Sviluppo di basse forze di taglio e minore sviluppo di calore grazie al design elicoidale del tagliente
Gradi principali
AH3135
![]()
![]()
- Alta resistenza alla frattura
- Per la lavorazione di acciai ed acciai inossidabili a parametri di taglio generali
T3225
![]()
![]()
- Alta resistenza alla scheggiatura e alla frattura
- Per la lavorazione di acciai ed acciai inossidabili
T1215
![]()
- Buon rapporto tra resistenza all’usura e alla scheggiatura
- Per la lavorazione di ghisa
Corpi fresa

Esempi di lavorazione
Esempio #1
Generazione di potenza
| Pezzo: | Pala turbina |
| Materiale: | 10705BU (acciaio inossidabile) |
| Fresa: | TASN13J100B31.7R08 (ø100, z = 8) |
| Inserto: | ONGU0507ANEN-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 79 (m/min) fz = 0.10 (mm/dente) Vf = 201 (mm/min) ap = 2.0 (mm) Applicazione: spianatura (sgrossatura) Refrigerante: esterno Macchina: centro orizzontale BT50 |

Esempio #2
Automotive
| Pezzo: | Alloggiamento turbina |
| Materiale: | GX40CrNiSiNb22-10 |
| Fresa: | TASN13M100B32.0R08 (ø100, z = 8) |
| Inserto: | SNGU1307ANEN-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 94 (m/min) fz = 0.17 (mm/dente) Vf = 408 (mm/min) ap = 3.5 (mm) ae = 80 (mm) Applicazione: spianatura Refrigerante: esterno Macchina: centro verticale |

Esempio #3
Automotive
| Pezzo: | Alloggiamento turbina |
| Materiale: | Hi Si FCD |
| Fresa: | TASN13M125B40.0R10 (ø125, z = 10) |
| Inserto: | SNGU1307ANEN-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 196 (m/min) fz = 0.08 (mm/dente) Vf = 400 (mm/min) ap = 1.3 (mm) ae = 100 (mm) Applicazione: spianatura (sgrossatura) Refrigerante: esterno Macchina: centro verticale BT50 |

Parametri di taglio standard
SNMU / SNGU / ONMU / ONGU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T3225 | MJ | 200 – 350 | 0.1 – 0.4 | ||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 180 – 300 | 0.1 – 0.4 | ||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1 – 0.4 | ||
| For wear resistance | T3225 | MJ | 150 – 250 | 0.1 – 0.4 | ||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| For wear resistance | T3225 | MJ | 100 – 200 | 0.1 – 0.3 | ||||
| Cast stainless steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MH | 60 – 120 | 0.1 – 0.3 | ||
| For low cutting force | AH3135 | MJ | 60 – 120 | 0.1 – 0.3 | ||||
| Grey cast iron FC250, etc. 250, etc. |
150 – 250HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | ||
| For wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.4 | ||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| For wear resistance | AH8015 | MJ | 30 – 60 | 0.1 – 0.3 | ||||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MJ | 10 – 40 | 0.05 – 0.15 | ||
| For fracture resistance | AH3135 | MJ | 10 – 40 | 0.05 – 0.15 | ||||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MJ | 80 – 130 | 0.05 – 0.2 | |
| For fracture resistance | AH3225 | MJ | 80 – 130 | 0.05 – 0.2 | ||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MJ | 50 – 70 | 0.03 – 0.1 | ||
RNMU
| ISO | Workpiece materials | Hardness | Priority | Grades | Chip-breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, etc. C15, etc. |
200 – 300HB | First choice | AH3225 | MJ | 100 – 250 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| For wear resistance | T3225 | MJ | 200 – 350 | |||||
| High carbon and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
150 – 300HB | First choice | AH3225 | MJ | 100 – 250 | |||
| For wear resistance | T3225 | MJ | 180 – 300 | |||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | |||
| For wear resistance | T3225 | MJ | 150 – 250 | |||||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | ※ap = 6 mm : 0.1 – 0.25 ※ap = 2 mm : 0.3 – 0.7 ※ap = 1 mm : 0.6 – 1.3 |
||
| For wear resistance | T3225 | MJ | 100 – 200 | |||||
| Stainless cast steel SCH20XNb, 1.4849, etc. |
– | First choice | T3225 | MJ | 60 – 120 | ※ap = 2 mm : 0.2 – 0.4 ※ap = 1 mm : 0.3 – 0.8 |
||
| For fracture resistance | AH3135 | MJ | 60 – 120 | |||||
| Grey cast iron FC250, etc. 250, etc., GG25, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | ※ap = 6 mm : 0.1 – 0.3 ※ap = 2 mm : 0.4 – 0.8 ※ap = 1 mm : 0.8 – 1.5 |
||
| T1215 | MJ | 100 – 250 | ||||||
| Ductile cast iron FCD600, etc. 600-3, etc., GGG60, etc. |
150 – 250HB | First choice | AH120 | MJ | 100 – 300 | |||
| T1215 | MJ | 80 – 200 | ||||||
| Titanium alloys Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MJ | 30 – 60 | ap = 1 mm : 0.15 – 0.8 | ||
| Heat-resistant alloys Inconel718, etc. |
– 40HRC | First choice | AH120 | MJ | 10 – 40 | ap = 1 mm : 0.05 – 0.3 | ||
| Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH3225 | MJ | 80 – 130 | ap = 1 mm : 0.1 – 0.25 | |
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH120 | MJ | 50 – 70 | ap = 0.5 mm : 0.03 – 0.1 | ||
※ When using T3225 or T1215, decrease the feed per tooth (fz) to 80% of the abovementioned value.
indietro

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili