

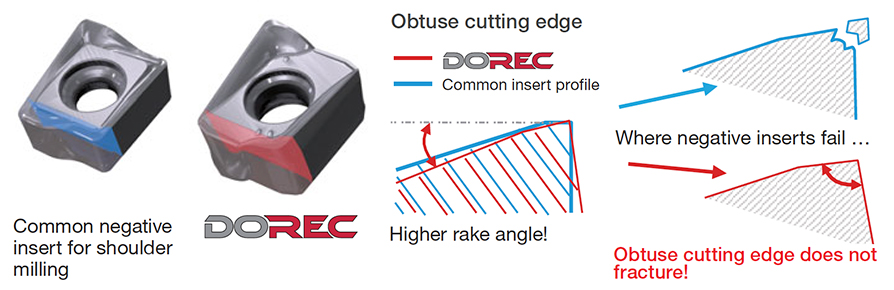
Fresa a spallamento retto DoRec con taglienti robusti
Inserti con taglienti resistenti che garantiscono massima produttività ed affidabilità.


Applicazioni & Caratteristiche
Applicazioni







Caratteristiche
1. Vasto assortimento di inserti bilaterali a 4 taglienti
2. Disponibili 2 taglie di inserti
• LQMU11-X-ML per operazioni in rampa
• LQMU11/18-ML/MJ per operazioni di spallamento retto standard
3. Superiore integrità del tagliente
4. Capacità di avanzamento dente elevata
Inserti & Gradi
Inserti

LQMU11-X
- Massima profondità di taglio = 9 mm
- Speciale geometria che consente operazioni in rampa
LQMU11/18-MJ
- Massima profondità di taglio
– LQMU11-MJ: 9 mm
– LQMU18-MJ: 11 mm - Geometria universale per finiture superficiali superiori
LQMU11/18-ML
- Massima profondità di taglio
– LQMU11-ML: 9 mm
– LQMU18-ML: 16 mm - Geometria di taglio dolce (basse forze di taglio)
Gradi principali
AH3225
![]()
![]()
- Buon rapporto tra resistenza all’usura e resistenza alla frattura
- Per acciai ed acciai inossidabili
AH3135
![]()
![]()
- Elevata resistenza alla frattura
- Per acciai ed acciai inossidabili a parametri di taglio generali
AH8015
![]()
![]()
![]()
![]()
![]()
-
Buon rapporto tra resistenza all’usura e resistenza alla frattura
-
Prima scelta per leghe resistenti al calore a parametri di taglio generali
T1215
![]()
- Buon rapporto tra resistenza all’usura e resistenza alla scheggiatura
- Per la fresatura di ghisa
AH120
![]()
![]()
![]()
![]()
- Buon rapporto tra resistenza all’usura e resistenza alla frattura
- Per acciai, acciai inossidabili e ghisa a parametri di taglio generali
AH140
![]()
- Elevata resistenza alla frattura
- Per acciai inossidabili
AH725
![]()
![]()
![]()
![]()
- Buon rapporto tra resistenza all’usura e resistenza alla scheggiatura
- Per acciai ed acciai inossidabili a parametri di taglio generali
Corpi fresa


Esempi di lavorazione
Esempio #1
Lavorazione generale
| Pezzo: | Bordo flangia |
| Materiale: | Acciaio inossidabile martensitico |
| Fresa: | TPQ11R080M27.0E10 (ø80, z = 10) |
| Inserto: | LQMU110708PXER-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 180 (m/min) fz = 0.15 (mm/dente) Vf = 1074 (mm/min) ap = 1.0 (at 1.0 mm helix pitch) (mm) ae = 50 (mm) Applicazione: allargare un foro con interpolazione elicoidale Refrigerante: a secco Macchina: centro verticale BT50 |

Esempio #2
Lavorazione generale
| Pezzo: | Componenti di macchina |
| Materiale: | S55C / C55 |
| Fresa: | TPQ11R050M22.0E06 (ø50, z = 6) |
| Inserto: | LQMU110708PXER-MJ |
| Grado: | AH3135 |
| Paramentri di taglio: | Vc = 180 (m/min) fz = 0.15 (mm/dente) Vf = 1035 (mm/min) ap = 9 (competitor’s ap = 8) (mm) ae = 26 (mm) Applicazione: spallamento Refrigerante: esterno Macchina: centro verticale BT50 |

Esempio #3
Lavorazione generale
| Pezzo: | Piastra |
| Materiale: | SS400 / E275A |
| Fresa: | TPQ11R040M16.0E04 (ø40, z = 4) |
| Inserto: | LQMU110708PXER-MJ |
| Grado: | AH120 |
| Parametri di taglio: | Vc = 176 (m/min) fz = 0.15(Competitor: fz = 0.12) (mm/dente) Vf = 860(Competitor: Vf = 720) (mm/min) ap = 4 (0.38ºramp approach) (mm) ae = 10 (mm) Applicazione: allargare un foro, interpolazione elicoidale Refrigerante: esterno Macchina: centro verticale BT50 |

Parametri di taglio standard
| ISO | Materiale da lavorare | Durezza | Priorità | Rompitruciolo | Grado | Vel. di taglio Vc (m/min) |
Avanzamento dente fz (mm/t) |
|
|---|---|---|---|---|---|---|---|---|
 |
Acciai a basso tenore di carbonio S15C, ecc. C15E4, ecc. |
– 200 HB | Prima scelta | MJ | AH3225 | 100 – 250 | 0.1 – 0.25 | |
| Basse forze di taglio | ML | AH3225 | 100 – 250 | 0.1 – 0.25 | ||||
| Acciai ad alto tenore di carbonio S45C, S55C, ecc. C45, C55, ecc. |
200 – 300 HB | Prima scelta | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Basse forze di taglio | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Acciai legati SCM440, SCr415, ecc. 42CrMo4, ecc. |
– 300 HB | Prima scelta | MJ | AH3225 | 100 – 230 | 0.1 – 0.2 | ||
| Basse forze di taglio | ML | AH3225 | 100 – 230 | 0.1 – 0.2 | ||||
| Acciai da utensili SKD11, ecc. X153CrMoV12, ecc. |
30 – 40 HRC | Prima scelta | MJ | AH3225 | 100 – 180 | 0.1 – 0.2 | ||
| Basse forze di taglio | ML | AH3225 | 100 – 180 | 0.1 – 0.2 | ||||
 |
Acciai inossidabili SUS304, ecc. X5CrNi18-9, ecc. |
– 200 HB | Prima scelta | ML | AH3135 | 90 – 180 | 0.1 – 0.25 | |
| Resistenza alla frattura | MJ | AH3135 | 90 – 180 | 0.1 – 0.25 | ||||
 |
Ghisa grigia FC250, ecc. 250, ecc. |
150 – 250 HB | Prima scelta | MJ | AH8015 | 140 – 250 | 0.1 – 0.25 | |
| Basse forze di taglio | ML | AH8015 | 140 – 250 | 0.1 – 0.25 | ||||
| Resistenza all’usura | MJ | T1215 | 200 – 400 | 0.1 – 0.25 | ||||
| Ghisa sferoidale FCD400, ecc. 450-10S, ecc. |
150 – 250 HB | Prima scelta | MJ | AH8015 | 110 – 200 | 0.1 – 0.25 | ||
| Basse forze di taglio | ML | AH8015 | 110 – 200 | 0.1 – 0.25 | ||||
| Resistenza all’usura | MJ | T1215 | 150 – 300 | 0.1 – 0.25 | ||||
 |
Leghe di titanio Ti-6Al-4V, ecc. |
– | Prima scelta | ML | AH3135 | 30 – 60 | 0.08 – 0.2 | |
| Resistenza alla frattura | MJ | AH3135 | 30 – 60 | 0.08 – 0.2 | ||||
| Leghe resistenti al calore Inconel 718, ecc. |
– | Prima scelta | ML | AH8015 | 20 – 50 | 0.06 – 0.15 | ||
| Resistenza alla frattura | MJ | AH8015 | 20 – 50 | 0.06 – 0.15 | ||||
 |
Acciai temprati | SKD61, ecc. X40CrMoV5-1, ecc. |
40 – 50 HRC | Prima scelta | MJ | AH8015 | 45 – 70 | 0.08 – 0.15 |
| SKD11, ecc. X153CrMoV12, ecc. |
50 – 60 HRC | Prima scelta | MJ | AH8015 | 40 – 65 | 0.06 – 0.1 | ||
indietro

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili