

Fresa per spianatura con basse forze di taglio e minimo costo tagliente
Elevata precisione, inserti pentagonali che realizzano un’ottima finitura superficiale.

Applicazioni & Caratteristiche
Applicazioni

Caratteristiche
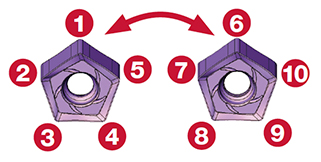
1. Economico inserto pentagonale
• Inserto bilaterale a 10 taglienti.
2. Basse forze di taglio
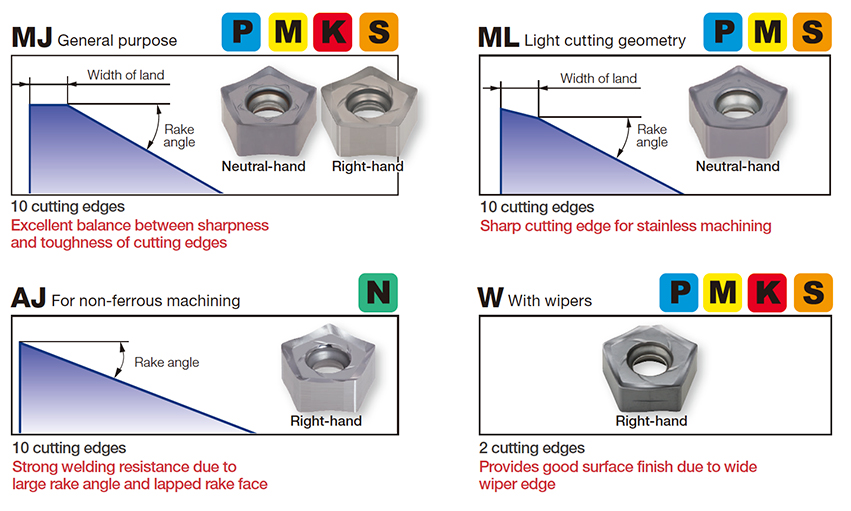
3. Vasta gamma di inserti per ogni tipo di applicazione
Inserti & Gradi
Inserti

PN*U0905
- Massima profondità di taglio = 6.4 mm (eccetto -W)
- Inserti per spianatura a 10 taglienti
- PNCU0905-W Inserto wiper (2 taglienti)
Gradi principali
AH3135
![]()
![]()
- Elevata resistenza alla frattura
- Per la fresatura di acciai ed acciai inossidabili a parametri di taglio generali
AH3225
![]()
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Per la fresatura di acciai ed acciai inossidabili
AH8015
![]()
![]()
![]()
![]()
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Prima scelta nella lavorazione di leghe resistenti al calore a parametri di taglio generali
Corpi fresa

Esempi di lavorazione
Esempio #1
Lavorazione generale
| Componente: | Corpo pompa |
| Materiale: | SKD11 |
| Fresa: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Inserto: | PNCU0905GNEN-ML |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 120 (m/min) fz = 0.25 (mm/dente) Vf = 458 (mm/min) ap = 3 (mm) ae = 60 (mm) Applicazione: spianatura Refrigerante: a secco Macchina: Centro di lavoro orizzontale |

Esempio #2
Lavorazione generale
| Componente: | Rolling die material |
| Materiale: | Acciaio da utensili |
| Fresa: | TEN09R160M50.8-12 (ø160 mm, z = 12) |
| Inserto: | PNMU0905GNEN-MJ |
| Grado: | AH3225 |
| Parametri di taglio: | Vc = 300 (m/min) fz = 0.1 (mm/dente) Vf = 716 (mm/min) ap = 0.8 (mm) ae = 50 (mm) Applicazione: spianatura Refrigerante: a secco Macchina: Centro di lavoro orizzontale |

Esempio #3
Lavorazione generale
| Componente: | valvola EGR |
| Materiale: | FC250 / 250 |
| Fresa: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Inserto: | PNCU0905GNEN-MJ |
| Grado: | AH120 |
| Parametri di taglio: | Vc = 390 (m/min) fz = 0.15 (mm/dente) Vf = 900 (mm/min) ap = 0.9 (mm) ae = 75 (mm) Applicazione: spianatura Refrigerante: esterno Macchina: centro verticale, 6kW |

Parametri di taglio standard
| ISO | Workpiece materials | Hardness | Selection criteria |
Recommended grade |
Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, C15E4, etc. C15, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.1- 0.3 | ||
| 200 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| High carbon steels, alloyed steels S45C, SCM440, etc. C45, 42CrMo4, etc. |
150 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1- 0.35 | |
| 150 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 150 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.1- 0.3 | ||
| 150 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| Prehardened steels NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1- 0.3 | |
| 30 – 40 HRC | Low cutting force | AH3225 | ML | 100 – 200 | 0.1- 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | MJ | 150 – 250 | 0.1- 0.25 | ||
| Stainless steels SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 200 | 0.1 – 0.3 | |
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| – 200 HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast irons FCD400, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | AJ | 500 – 1500 | 0.1 – 0.5 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | AJ | 150 – 500 | 0.1 – 0.5 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| – 40 HRC | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| – 40 HRC | Wear resistance | AH8015 | ML | 30 – 60 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | MJ | 10 – 40 | 0.04 – 0.1 | |
| Hardened materials SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | MJ | 80 – 150 | 0.05 – 0.15 | |
| 40 – 50 HRC | Fracture resistance | AH3225 | MJ | 80 – 150 | 0.05 – 0.15 |
- Utilizzare aria compressa per rimuovere gli accumuli di truciolo in eccesso.
- In caso di materiali tendenti all’incollamento (es. leghe leggere) impiegare un lubrificante solubile in acqua.
- In caso di superfici con crosta oppure con taglio interrotto, impostare l’avanzamento dente (fz) sui valori minimi esposti in tabella.
- I parametri di taglio sono generalmente condizionati dalla potenza della macchina e dalla rigidità del pezzo. Quando la larghezza o la profondità di taglio sono ampie, impostare vc e fz ai minimi valori consigliati e controllare le vibrazioni e l’assorbimento della macchina.
indietro

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.