

Fresa a spallamento retto con inserto bilaterale per alta produttività
Economical shoulder mill with an innovative 6-edged geometry for maximum performance in various applications


Applications & Features
Applications





Features
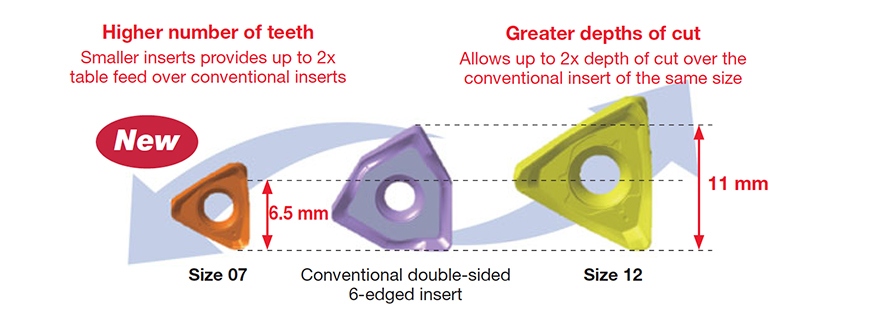
1. Innovative insert design for improved productivity
Inserts are available in 2 sizes for maximum density and cutting depths over conventional double-sided 6-edged inserts.
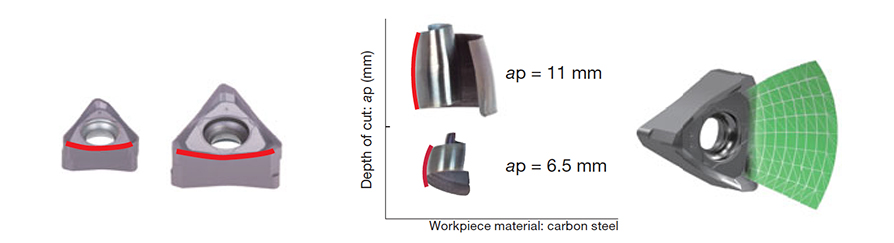
2. High machining flexibility
The cutting edge is configured with a large curve with an optimal inclination.
Inserts & Grades
Inserts
Main Grades
AH3135
![]()
![]()
P30 – P40 / M30 – M40
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
AH120
![]()
![]()
![]()
![]()
P15 – P25 / M15 – M25 / K15 – K30 / S10 – S25
- Good balance between wear and fracture resistance
- Suitable for machining steel, stainless steel, and cast iron under general cutting conditions
AH3225
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for steel and stainless steel
Cutter bodies


Practical examples
Example #1
Automotive Industry
| Part: | Crankshaft |
| Material: | S55C / C55 |
| Cutter: | TPTN12M160B40.0R10N (ø160, z = 10) |
| Insert: | TNMU120708PER-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 135 (m/min) fz = 0.157 (mm/t) Vf = 420 (mm/min) ap = 3 (mm) ae = 125 (mm) Application: Shoulder milling Coolant: Air blow Machine: Horizontal boring M/C, BT50 |

Example #2
General Engineering
| Part: | Machine part |
| Material: | SUS304 / X5CrNi18-9 |
| Cutter: | EPTN07M025C25.0R04 (ø25, z = 4) |
| Insert: | TNMU070308PER-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 196 m/min fz = 0.13 mm/t Vf = 1298 mm/min ap = 2 mm ae = 25 mm Application: Grooving Coolant: Air Machine: Horizontal M/C, BT40 |

Example #3
Automotive Industry
| Part: | Bearing housing |
| Material: | FC250 / GG25 / 250 |
| Cutter: | EPTN07M032C32.0R05 (ø32, z = 5) |
| Insert: | TNMU070308PER-MJ |
| Grade: | AH3135 |
| Cutting conditions: | Vc = 320 m/min fz = 0.06 mm/t Vf = 960 mm/min ap = 2 mm ae = 24 mm Application: Grooving Coolant: Air Machine: Horizontal M/C, BT40 |

Standard cutting conditions
Size 07 inserts
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
| Carbon steel SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | First choice | AH3225 | 100 – 250 | 0.07 – 0.2 | |
| – 200 HB | For fracture resistance | AH3135 | 100 – 250 | 0.07 – 0.2 | ||
| High Carbon steel, Alloy steel S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 230 | 0.07 – 0.15 | |
| – 300 HB | For fracture resistance | AH3135 | 100 – 230 | 0.07 – 0.15 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 180 | 0.07 – 0.15 | |
| 30 – 40 HRC | For fracture resistance | AH3135 | 100 – 180 | 0.07 – 0.15 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 200 | 0.07 – 0.15 | |
| – | For wear resistance | AH3225 | 90 – 200 | 0.07 – 0.15 | ||
| Grey cast iron FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | First choice | AH120 | 140 – 250 | 0.07 – 0.2 | |
| 150 – 250 HB | For fracture resistance | AH3225 | 140 – 250 | 0.07 – 0.2 | ||
| Ductile cast iron FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | First choice | AH120 | 110 – 200 | 0.07 – 0.15 | |
| 150 – 250 HB | For fracture resistance | AH3225 | 110 – 200 | 0.07 – 0.15 | ||
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH3135 | 20 – 60 | 0.07 – 0.15 | |
| Heat-resistant alloys Inconel 718, etc. |
– | First choice | AH120 | 20 – 40 | 0.07 – 0.1 |
Size 12 inserts
| ISO | Workpiece material | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
| Carbon steel SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | First choice | AH3225 | MJ | 100 – 250 | 0.08 – 0.3 | |
| – 200 HB | For fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.3 | ||
| – 200 HB | For wear resistance | T3225 | MJ | 100 – 300 | 0.08 – 0.3 | ||
| – 200 HB | Low cutting force | AH3225 | NMJ | 100 – 250 | 0.08 – 0.14 | ||
| High Carbon steel, Alloy steel S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | MJ | 100 – 230 | 0.08 – 0.3 | |
| – 300 HB | For fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.3 | ||
| – 300 HB | For wear resistance | T3225 | MJ | 100 – 280 | 0.08 – 0.3 | ||
| – 300 HB | Low cutting force | AH3225 | NMJ | 100 – 230 | 0.08 – 0.14 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 180 | 0.08 – 0.25 | |
| 30 – 40 HRC | For fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.25 | ||
| 30 – 40 HRC | For wear resistance | T3225 | MJ | 100 – 200 | 0.08 – 0.25 | ||
| 30 – 40 HRC | Low cutting force | AH3225 | NMJ | 100 – 180 | 0.08 – 0.14 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | MJ | 90 – 200 | 0.08 – 0.25 | |
| – | For wear resistance | T3225 | MJ | 90 – 250 | 0.08 – 0.25 | ||
| – | Low cutting force | AH3135 | NMJ | 90 – 200 | 0.08 – 0.14 | ||
| Grey cast iron FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 140 – 250 | 0.08 – 0.3 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 140 – 250 | 0.08 – 0.3 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 140 – 300 | 0.08 – 0.3 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 140 – 250 | 0.08 – 0.14 | ||
| Ductile cast iron FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 110 – 200 | 0.08 – 0.25 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 110 – 200 | 0.08 – 0.25 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 110 – 250 | 0.08 – 0.25 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 110 – 200 | 0.08 – 0.14 | ||
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH3135 | MJ | 20 – 60 | 0.08 – 0.2 | |
| – | Low cutting force | AH3135 | NMJ | 20 – 60 | 0.08 – 0.14 | ||
| Heat-resistant alloys Inconel 718, etc. |
– | First choice | AH8015 | MJ | 20 – 40 | 0.07 – 0.18 | |
| – | Low cutting force | AH8015 | NMJ | 20 – 40 | 0.07 – 0.14 |
Note: For NMJ chipbreaker, use a feed rate that satisfi es the following theoretical chip thickness:
| Designation | Chip thickness (mm) |
| TNMU120708PER-NMJ | < 0.2 |
For more information about this product, visit our online e-catalog or download the product report:
e-Catalog

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.