

Frese ad alto avanzamento con inserti a sei taglienti
Corpi fresa robusti e massima produttività


Applicazioni e Caratteristiche
Applicazioni







Caratteristiche
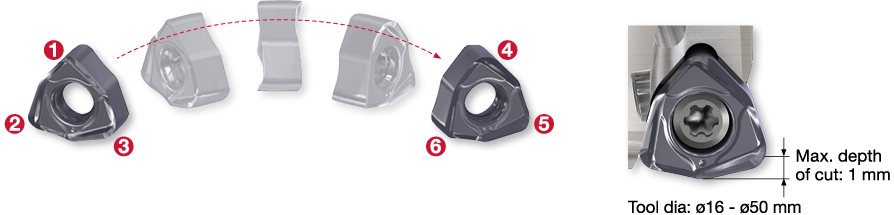
1. Inserti bilaterali a sei taglienti economicamente vantaggiosi
– Rispetto agli inserti tradizionali per alto avanzamento, la forma trigonale offre un numero di taglienti da 1.5 a 3 volte maggiore.
– Il costo per inserto inferiore risulta particolarmente evidente nelle lavorazioni soggette a rapida usura dei taglienti come per gli acciai inossidabili o i materiali difficili da lavorare.
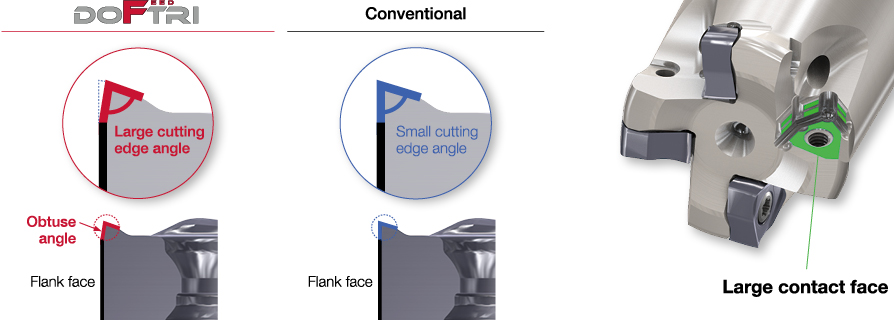
2. Inserti progettati per garantire affidabilità e stabilità
– L’angolo ottuso tra il filo tagliente e il fianco dell’inserto assicura una maggiore robustezza ed evita rotture durante la lavorazione.
– L’ampia zona di contatto tra inserto e sede garantisce un bloccaggio saldo.
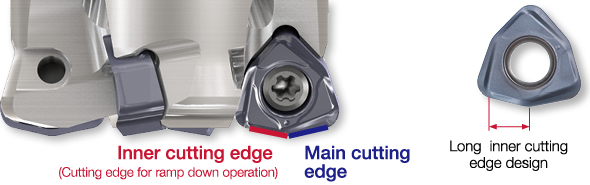
3. Elevata capacità di rampa
– Il lungo tagliente interno consente l’adozione di un angolo di rampa più grande, ai fini di una maggiore produttività.
– Il maggiore angolo di rampa aumenta la produttività sia nelle operazioni in rampa lineare che elicoidale.
Inserti
Inserti
Main Grades
AH3225
![]()
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Applicabile sugli acciai e sugli inossidabili
AH8015
![]()
![]()
![]()
![]()
![]()
- Buon rapporto tra resistenza all’usura e alla frattura
- Prima scelta per le leghe resistenti al calore in condizioni di taglio generali
Frese



Esempi di lavorazione
Esempio di lavorazione #1
| Pezzo: | Componente strutturale di macchina |
| Materiale: | SS400 / E275A |
| Fresa: | EXWX03M020C20.0R03 (ø20 mm, z = 3) |
| Inserto: | WXMU0303ZER-MM |
| Grado: | AH3225 |
| Condizioni di taglio: | Vc = 180 (m/min) fz = 0.9 (mm/t) ap = 0.5 (mm) ae = 20 (mm) Applicazione: scanalatura, spallamento Refrigerante: a secco Macchina: centro verticale, BT40 |

Esempio di lavorazione#2
| Pezzo: | Componente macchinario pesante |
| Materiale: | SM400 / E235A |
| Fresa: | EXWX03U1.00C1.00R04 (ø25.4 mm, z = 4) |
| Inserto: | WXMU0303ZER-MM |
| Grado: | AH3225 |
| Condizioni di taglio: | Vc = 255 (m/min) fz = 0.28 (mm/t) ap = 1 (mm) ae = 25.4 (mm) Applicazione: allargatura di un foro Refrigerante: sì Macchina: centro verticale, CAT40 |

Esempio di lavorazione #3
| Pezzo: | Componente di macchina |
| Materiale: | S45C / C45 |
| Fresa: | EXWX03M025C25.0R04 (ø25 mm, z = 4) |
| Inserto: | WXMU0303ZER-MM |
| Grado: | AH3225 |
| Condizioni di taglio: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 0.5 (mm) ae = 25 (mm) Applicazione: scanalatura, spallamento Refrigerante: a secco Macchina: centro verticale, BT40 |

Parametri di taglio standard
Insert size 03
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø16, CICT = 2 | ø20, CICT = 3 | ø25, CICT = 4 | ø32, CICT = 5 | ø40, CICT = 6 | ø50, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 2,986 | 4,180 | 2,389 | 5,016 | 1,911 | 5,350 | 1,493 | 5,225 | 1,194 | 5,016 | 955 | 5,350 | ||
| For wear resistance | AH8015 | |||||||||||||||||||
| Low cutting force | AH3225 | ML | 0.5 – 1 | Vc = 150 m/min, fz = 0.7 mm/t | ||||||||||||||||
 |
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH130 | MS | 80 – 150 | 0.5 – 1 | 2,389 | 2,389 | 1,911 | 2,866 | 1,529 | 3,057 | 1,194 | 2,986 | 955 | 2,866 | 764 | 3,057 | |
| Low cutting force | AH130 | ML | 0.5 – 0.8 | Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH130 | MS | 50 – 120 | 0.3 – 1 | 1,990 | 1,194 | 1,592 | 1,433 | 1,274 | 1,529 | 995 | 1,493 | 796 | 1,433 | 637 | 1,529 | ||
| Low cutting force | AH130 | ML | 0.3 – 0.8 | Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||
 |
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 2,986 | 5,971 | 2,389 | 7,166 | 1,911 | 7,643 | 1,493 | 7,464 | 1,194 | 7,166 | 955 | 7,643 | ||
| For impact resistance | AH3225 | |||||||||||||||||||
| Low cutting force | AH8015 | ML | 0.5 – 1.2 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||
 |
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH130 | MS | 30 – 60 | 0.3 – 0.7 | 796 | 637 | 637 | 764 | 510 | 815 | 398 | 796 | 318 | 764 | 255 | 815 | |
| For impact resistance | AH130 | MM | Vc = 40 m/min, fz = 0.4 mm/t | |||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 597 | 239 | 478 | 287 | 382 | 306 | 299 | 299 | 239 | 287 | 191 | 306 | ||
| Low cutting force | AH8015 | ML | 0.1 – 0.25 | Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||
 |
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 2,389 | 1,433 | 1,911 | 1,720 | 1,529 | 1,834 | 1,194 | 1,791 | 955 | 1,720 | 764 | 1,834 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 1,194 | 239 | 955 | 287 | 764 | 306 | 597 | 299 | 478 | 287 | 382 | 306 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
Insert size 06
| ISO | Workpiece materials | Hardness | Priority | Grades | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool diameter: DCX (mm), Number of revolution: n (min-1), Feed speed: Vf (mm/min), Max. depth of cut: APMX = 1 mm, Number of teeth: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø40, CICT = 4 | ø50, CICT = 4 | ø52, CICT = 6 | ø63, CICT = 5 | ø66, CICT = 7 | ø80, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Carbon steel, Alloy steel S55C, SCM440, etc. C55, 42CrMoS4, etc. |
– 300HB | First choice | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Prehardened steel NAK80, PX5, etc. |
30 – 40HRC | First choice | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | ||
| For wear resistance | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Austenitic Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200HB | First choice | AH3135 | MM | 80 – 150 | 0.5 – 1 | 955 | 1,911 | 764 | 1,529 | 735 | 2,205 | 607 | 1,517 | 579 | 2,027 | 478 | 1,911 | |
| Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||||||
| Martensitic Stainless steel SUS410, SUS420J1, etc. X12Cr13, X20Cr13, etc. |
– 200HB | First choice | AH3135 | MM | 50 – 120 | 0.3 – 1 | 796 | 955 | 637 | 764 | 612 | 1,102 | 506 | 758 | 483 | 1,013 | 398 | 955 | ||
| Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||||||
|
Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 1,592 | 6,369 | 1,274 | 5,096 | 1,225 | 7,349 | 1,011 | 5,055 | 965 | 6,755 | 796 | 6,369 | |
| For impact resistance | AH3225 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Ductile cast iron FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | First choice | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 1,194 | 4,777 | 955 | 3,822 | 919 | 5,512 | 758 | 3,791 | 724 | 5,067 | 597 | 4,777 | ||
| For impact resistance | AH3225 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||||
|
Titanium alloy Ti-6AI-4V, etc. |
– 40HRC | First choice | AH3135 | MM | 30 – 60 | 0.3 – 0.7 | 318 | 510 | 255 | 408 | 245 | 588 | 202 | 404 | 193 | 540 | 159 | 510 | |
| Vc = 40 m/min, fz = 0.4 mm/t | ||||||||||||||||||||
| Superalloys Inconel718, etc. |
– 40HRC | First choice | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 239 | 191 | 191 | 153 | 184 | 220 | 152 | 152 | 145 | 203 | 119 | 191 | ||
| Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||||
|
Hardened steel | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | First choice | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 955 | 1,146 | 764 | 917 | 735 | 1,323 | 607 | 910 | 579 | 1,216 | 478 | 1,146 |
| For impact resistance | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | First choice | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 478 | 191 | 382 | 153 | 367 | 220 | 303 | 152 | 290 | 203 | 239 | 191 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:
e-Catalog

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.