
Tung-Tri, una linea a spallamento retto con inserto a 3 taglienti, economica ed affidabile in una vasta gamma di operazioni.
Economici inserti a 3 taglienti con un ampio angolo di spoglia per smorzare le forze di taglio e favorire un’ottima formazione del truciolo.
Passo irregolare dei corpi e design ottimizzato del fianco dell’inserto riducono le vibrazioni e garantiscono un’azione di taglio fluida.


Applicazioni & Caratteristiche
Applicazioni









Caratteristiche
1. Inserto a 3 taglienti
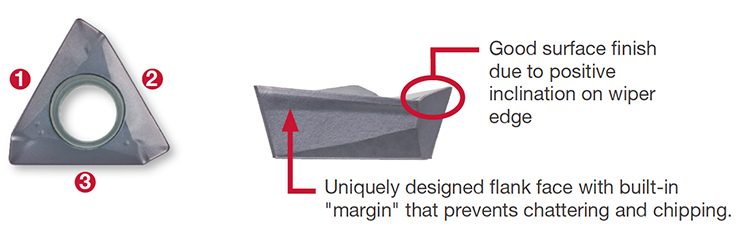
2. Forze di taglio drasticamente ridotte

3. Elevata precisione in parete
• Grazie al tagliente inclinato la precisione in parete è elevata.
Inserti & Gradi
Inserti
TO*T
- Massima profondità di taglio
- – TO*T04: 3.5 mm
- – TO*T06: 6 mm
- – TO*T10: 10 mm
– TO*T15: 15 mm - Inserti economici a 3 taglienti, basse forze di taglio
Gradi principali
AH3135
![]()
![]()
- Elevata resistenza alla frattura
- Per la fresatura di acciai ed acciai inossidabili a parametri di taglio generali
AH3225
![]()
![]()
- Buon rapporto tra resistenza all’usura e resistenza alla frattura
- Per acciai ed acciai inossidabili
AH8015
![]()
![]()
![]()
![]()
![]()
-
Buon rapporto tra resistenza all’usura e resistenza alla frattura
-
PRIMA SCELTA per la lavorazione di leghe resistenti al calore a parametri di taglio generali
Corpi fresa

Versione modulare

HPA06-M (ø16 – ø32mm)
Testina modulare (TungFlex), per spallamento retto

Versione a manicotto

Ad elica estesa TLA / C-EPA
Per elevate profondità di taglio / Versione TUNGCAP
Esempi di lavorazione
Esempio #1
Impieghi generali
| Pezzo: | Piastra |
| Materiale: | SUS304 / X5CrNi18-9 |
| Fresa: | EPA06R020M20.0-03N (ø20 mm, z = 3) |
| Inserto: | TOMT060304PDER-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 125 (m/min) fz = 0.083 (mm/dente) Vf = 600 (mm/min) ap = 1.5 (mm) ae = 9 (mm) Applicazione: Spianatura Refrigerante: a secco Macchina: BT40 |

Esempio #2
Impieghi generali
| Pezzo: | Componente di macchina |
| Materiale: | S45C / C45 |
| Fresa: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Inserto: | TOMT100404PDER-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 150 (m/min) fz = 0.19 (mm/dente) Vf = 836 (mm/min) ap = 1 (mm) ae = 5 (mm) Applicazione: Spallamento Refrigerante: sì (esterno) Macchina: centro di lavoro multi-tasking |

Esempio #3
Impieghi generali
| Pezzo: | Basamento |
| Materiale: | S50C / C50 |
| Fresa: | EPA10R032M32.0-03N (ø32 mm, z = 3) |
| Inserto: | TOMT100404PDER-MJ |
| Grado: | AH3135 |
| Parametri di taglio: | Vc = 130 (m/min) fz = 0.1 (mm/dente) Vf = 390 (mm/min) ap = 1.5 (mm) ae = 25 (mm) Applicazione: Spallamento Refrigerante: aria esterna Macchina: centro CNC verticale |

Parametri di taglio standard
EPA04
| ISO | Materiale da lavorare | Durezza | Gradi | Vel. di taglio Vc (m/min) |
Avanzamento dente fz (mm/dente) |
|
|---|---|---|---|---|---|---|
 |
Acciai a basso tenore di carbonio SS400, S15C , ecc. E275A, C15E4, ecc. |
– 200 HB | AH3225 | 100 – 250 | 0.05 – 0.12 | |
| Acciai al carbonio ed acciai legati S55C, SCM440, ecc. C55, 42CrMo4, ecc. |
– 300 HB | AH3225 | 100 – 230 | 0.05 – 0.12 | ||
| Acciai pre-tempra NAK80, PX5, ecc. |
30 – 40 HRC | AH3225 | 100 – 180 | 0.05 – 0.1 | ||
 |
Acciai inossidabili SUS304, ecc. X5CrNi18-9, ecc. |
– | AH3225 | 90 – 200 | 0.05 – 0.1 | |
 |
Ghisa grigia FC250, ecc. GG25, ecc. |
150 – 250 HB | AH120 | 100 – 300 | 0.05 – 0.12 | |
| Ghisa sferoidale FCD450, ecc. 450-10S, ecc., GGG45, ecc. |
150 – 250 HB | AH120 | 100 – 200 | 0.05 – 0.12 | ||
 |
Leghe di titanio Ti-6AI-4V, ecc. |
– | AH3225 | 20 – 60 | 0.04 – 0.07 | |
| Leghe resistenti al calore Inconel 718, ecc. |
– | AH8015 | 20 – 40 | 0.04 – 0.07 | ||
 |
Acciai temprati | SKD61, ecc. X40CrMoV5-1, ecc. |
40 – 50 HRC | AH8015 | 50 – 150 | 0.04 – 0.07 |
| SKD11, ecc. X153CrMoV12, ecc. |
50 – 60 HRC | AH8015 | 40 – 70 | 0.04 – 0.07 | ||
- Rimuovere i trucioli in eccesso con aria compressa.
- Nelle lavorazioni in cui la superficie del pezzo risulta irregolare (es. presenza di riporti di saldatura) e con taglio interrotto, selezionare l’avanzamento dente (fz) inferiore esposto in tabella.
- Le condizioni di taglio sono generalmente limitate dalla rigidità e potenza della macchina e dallo staffaggio del pezzo; in caso di larghezze, profondità o sporgenze elevate, selezionare i valori di Vc e fz inferiori verificando sempre la sicurezza della lavorazione.
T/E/HPA06, T/E/HPA10, T/EPA15
| ISO | Materiale da lavorare | Durezza | Priorità | Rompitrucioli | Gradi | T/E/HPA06 | T/E/HPA10 | T/EPA15 | ||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Vel. di taglio Vc (m/min) |
Avanzamento dente fz (mm/dente) |
Vel. di taglio Vc (m/min) |
Avanzamento dente fz (mm/dente) |
Vel. di taglio Vc (m/min) |
Avanzamento dente fz (mm/dente) |
|||||||
| MJ/AJ | NMJ | |||||||||||
|
Acciai a basso tenore di carbonio SS400, S15C , ecc. E275A, C15E4, ecc. |
– 200 HB | Prima scelta | MJ/NMJ | AH3225 | 100 – 220 | 0.05 – 0.15 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Resistenza all’usura | MJ/NMJ | T3225 | 100 – 250 | 0.08 – 0.1 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Acciai al carbonio ed acciai legati S55C, SCM440, ecc. C55, 42CrMo4, ecc. |
– 300 HB | Prima scelta | MJ/NMJ | AH3225 | 100 – 170 | 0.05 – 0.12 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Resistenza all’usura | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Acciai pretempra ed acciai da utensili NAK80, PX5, SKD61, ecc. X40CrMoV5-1, ecc. |
30 – 40 HRC | Prima scelta | MJ/NMJ | AH3225 | 100 – 120 | 0.05 – 0.12 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Resistenza all’usura | MJ/NMJ | T3225 | 100 – 250 | 0.05 – 0.1 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Acciai inossidabili SUS304, ecc. X5CrNi18-9, ecc. |
– | Prima scelta | MJ/NMJ | AH3135 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Resistenza all’usura | MJ/NMJ | T3225 | 90 – 200 | 0.05 – 0.1 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Ghisa grigia FC250, ecc. 250, ecc. GG25, ecc. |
150 – 250 HB | Prima scelta | MJ/NMJ | AH120 | 100 – 200 | 0.05 – 0.15 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Resistenza all’usura | MJ | T1215 | 150 – 250 | 0.05 – 0.12 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Ghisa sferoidale FCD450, ecc. 450-10S, ecc. GGG45, ecc. |
150 – 250 HB | Prima scelta | MJ/NMJ | AH120 | 80 – 150 | 0.05 – 0.15 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Resistenza all’usura | MJ | T1215 | 100 – 200 | 0.05 – 0.12 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
 |
Aluminio Si < 13% |
– | Prima scelta | AJ | KS05F | 300 – 900 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Aluminio Si ≥ 13% |
– | Prima scelta | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Leghe di titanio Ti-6Al-4V, ecc. |
– | Prima scelta | MJ/NMJ | AH3135 | 20 – 50 | 0.05 – 0.1 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Leghe resistenti al calore Inconel 718, ecc. |
– | Prima scelta | MJ/NMJ | AH120 | 20 – 35 | 0.03 – 0.08 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Con gli inserti NMJ selezionare un avanzamento inferiore a 0.15 mm/dente.
- Rimuovere i trucioli in eccesso con aria compressa.
- Nelle lavorazioni in cui la superficie del pezzo risulta irregolare (es. presenza di riporti di saldatura) e con taglio interrotto, selezionare l’avanzamento dente (fz) inferiore esposto in tabella.
- Le condizioni di taglio sono generalmente limitate dalla rigidità e potenza della macchina e dallo staffaggio del pezzo; in caso di larghezze, profondità o sporgenze elevate, selezionare i valori di Vc e fz inferiori verificando sempre la sicurezza della lavorazione.
TLA (Elica estesa, per sgrossatura)
| ISO | Materiale da lavorare | Durezza | Priorità | Rompitrucioli | Gradi | TLA10 | TLA15 | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Vel. di taglio Vc (m/min) |
Avanzamento dente fz (mm/dente) |
Vel. di taglio Vc (m/min) |
Avanzamento dente fz (mm/dente) |
|||||||
| MJ/AJ | NMJ | |||||||||
|
Acciaio a basso tenore di carbonio SS400, S15C , ecc. E275A, C15E4, ecc. |
– 200 HB | Prima scelta | MJ/NMJ | AH3225 | 100 – 250 | 0.08 – 0.2 | 100 – 300 | 0.06 – 0.22 | 0.06 – 0.15 |
| Resistenza all’usura | MJ/NMJ | T3225 | 100 – 300 | 0.08 – 0.12 | 100 – 300 | 0.08 – 0.15 | 0.08 – 0.15 | |||
| Acciai al carbonio ed acciai legati S55C, SCM440, ecc. C55, 42CrMo4, ecc. |
– 300 HB | Prima scelta | MJ/NMJ | AH3225 | 100 – 250 | 0.06 – 0.22 | 100 – 250 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Resistenza all’usura | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
| Acciai pretempra ed acciai da utensili NAK80, PX5, SKD61, ecc. X40CrMoV5-1, etc. |
30 – 40 HRC | Prima scelta | MJ/NMJ | AH3225 | 100 – 200 | 0.06 – 0.22 | 100 – 200 | 0.06 – 0.22 | 0.06 – 0.15 | |
| Resistenza all’usura | MJ/NMJ | T3225 | 100 – 300 | 0.05 – 0.12 | 100 – 300 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Acciai inossidabili SUS304, ecc. X5CrNi18-9, ecc. |
– | Prima scelta | MJ/NMJ | AH3135 | 80 – 200 | 0.08 – 0.2 | 90 – 200 | 0.08 – 0.2 | 0.08 – 0.15 |
| Resistenza all’usura | MJ/NMJ | T3225 | 90 – 250 | 0.05 – 0.12 | 90 – 250 | 0.05 – 0.15 | 0.05 – 0.15 | |||
|
Ghisa grigia FC250, ecc. 250, ecc. GG25, ecc. |
150 – 250 HB | Prima scelta | MJ/NMJ | AH120 | 100 – 250 | 0.05 – 0.15 | 140 – 250 | 0.08 – 0.25 | 0.08 – 0.15 |
| Resistenza all’usura | MJ | T1215 | 150 – 300 | 0.08 – 0.2 | 200 – 300 | 0.08 – 0.18 | – | |||
| Ghisa sferoidale FCD450, ecc. 450-10S, ecc. GGG45, ecc. |
150 – 250 HB | Prima scelta | MJ/NMJ | AH120 | 80 – 200 | 0.08 – 0.2 | 110 – 200 | 0.08 – 0.25 | 0.08 – 0.15 | |
| Resistenza all’usura | MJ | T1215 | 130 – 250 | 0.05 – 0.15 | 150 – 250 | 0.08 – 0.18 | – | |||
|
Alluminio Si < 13% |
40 – 50 HRC | Prima scelta | AJ | KS05F | 300 – 1000 | 0.08 – 0.22 | 300 – 1000 | 0.08 – 0.22 | – |
| Alluminio Si ≥ 13% |
50 – 60 HRC | Prima scelta | AJ | KS05F | 100 – 200 | 0.08 – 0.22 | 100 – 200 | 0.08 – 0.22 | – | |
|
Leghe di titanio Ti-6Al-4V, ecc. |
– | Prima scelta | MJ/NMJ | AH3135 | 20 – 60 | 0.05 – 0.1 | 20 – 60 | 0.08 – 0.15 | 0.08 – 0.15 |
| Leghe resistenti al calore Inconel 718, ecc. |
– | Prima scelta | MJ/NMJ | AH120 | 20 – 40 | 0.05 – 0.13 | 20 – 40 | 0.07 – 0.15 | 0.07 – 0.15 | |
- Con gli inserti NMJ selezionare un avanzamento inferiore a 0.15 mm/dente.
Per maggiori informazioni su questo prodotto, visita il nostro e-catalog oppure scarica la brochure completa:

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.