

Fresa a spallamento retto TungAluMill per lavorazioni ad alta velocità di alluminio e materiali non ferrosi
L’orginale design della sede inserto assicura un bloccaggio affidabile sia ad alte velocità di taglio che nelle applicazioni in rampa

Applicazioni & Caratteristiche
Applicazioni









Caratteristiche
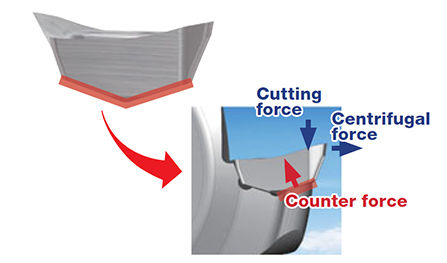
1. Bloccaggio inserto stabile e sicuro, design a forma di V
La forma a V contrasta la forza di taglio e la forza centrifuga.
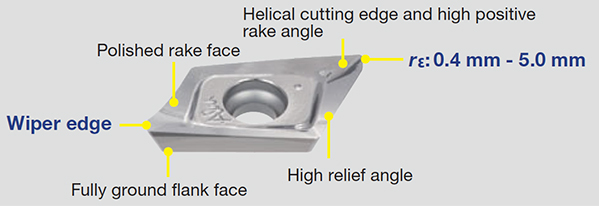
2. Geometria del tagliente progettata per la lavorazione di alluminio
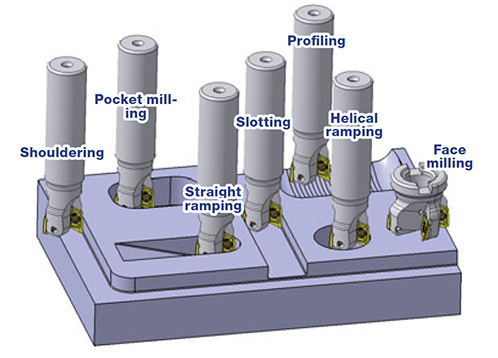
3. Applicabile in un’ampia gamma di operazioni
Inserti & Gradi
Inserti

XVCT16-AM
- Massima profondità di taglio: 16 mm (dipende dal raggio inserto)
- Taglienti affilati, spoglia lappata per lavorare le leghe di alluminio
Gradi
Corpi fresa



Esempi di lavorazione
Esempio #1
Industria aerospaziale
| Pezzo: | Componente di aereo |
| Materiale: | A7050 / AlZn5.5MgCu |
| Fresa: | EPXV16M032C32.0R03 (DC = 32 mm, CICT = 3) |
| Inserto: | XVCT160530PEFR-AM |
| Grado: | TH10 |
| Parametri di taglio: | Vc = 950 (m/min) fz = 0.14 (mm/dente) ap = 2.5 (mm) ae = 18 (mm) Applicazione: fresatura di tasche Refrigerante: sì Macchina: centro verticale BT50 |

Parametri di taglio standard
| ISO | Workpiece material | Hardness (HB) |
Grade | Chip breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool dia: Dc (mm), Number of revolutions: n (min-1), Feed speed: Vf (mm/min), Depth of cut: ap = 2.0 mm, Number of inserts: CICT | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø25 | ø32 | ø40 | ø50 | ø63 | ø80 | ø100 | ø125 | |||||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 4 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 7 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||
| Aluminium alloy | 60 | DS2015, TH10 | AM | 300 – 3000 | 0.15 – 0.35 | 19,100 | 9,600 | 14,900 | 11,200 | 11,900 | 8,900 | 9,500 | 9,500 | 7,600 | 9,500 | 6,000 | 7,500 | 4,800 | 7,200 | 3,800 | 6,700 | |
| Vc = 1500m/min, fz = 0.25 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 200 – 2000 | 0.1 – 0.25 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | ||
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si ≦ 13%) |
75 | DS2015, TH10 | AM | 200 – 2000 | 0.15 – 0.3 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | |
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| 90 | DS2015, TH10 | AM | 200 – 1500 | 0.1 – 0.25 | 10,200 | 3,100 | 8,000 | 3,600 | 6,400 | 2,900 | 5,100 | 3,100 | 4,000 | 3,000 | 3,200 | 2,400 | 2,500 | 2,300 | 2,000 | 2,100 | ||
| Vc = 800m/min, fz = 0.15 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si > 13%) |
130 | DS2015, TH10 | AM | 200 – 1000 | 0.07 – 0.15 | 7,600 | 1,500 | 6,000 | 1,800 | 4,800 | 1,400 | 3,800 | 1,500 | 3,000 | 1,500 | 2,400 | 1,200 | 1,900 | 1,100 | 1,500 | 1,100 | |
| Vc = 600m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys (Pb > 1%) |
110 | DS2015, TH10 | AM | 200 – 800 | 0.07 – 0.15 | 6,400 | 1,300 | 5,000 | 1,500 | 4,000 | 1,200 | 3,200 | 1,300 | 2,500 | 1,300 | 2,000 | 1,000 | 1,600 | 1,000 | 1,300 | 900 | |
| Vc = 500m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys | 90 | DS2015, TH10 | AM | 300 – 1000 | 0.1 – 0.15 | 7,600 | 1,800 | 6,000 | 2,200 | 4,800 | 1,700 | 3,800 | 1,800 | 3,000 | 1,800 | 2,400 | 1,400 | 1,900 | 1,400 | 1,500 | 1,300 | |
| Vc = 600m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 300 – 800 | 0.1 – 0.15 | 6,400 | 1,500 | 5,000 | 1,800 | 4,000 | 1,400 | 3,200 | 1,500 | 2,500 | 1,500 | 2,000 | 1,200 | 1,600 | 1,200 | 1,300 | 1,100 | ||
| Vc = 500m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Duroplastics, fiber plastics | – | DS2015, TH10 | AM | 100 – 500 | 0.1 – 0.15 | 3,800 | 900 | 3,000 | 1,100 | 2,400 | 900 | 1,900 | 900 | 1,500 | 900 | 1,200 | 700 | 1,000 | 700 | 800 | 700 | |
| Vc = 300m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Hard rubber | – | DS2015, TH10 | AM | 100 – 300 | 0.1 – 0.15 | 2,500 | 600 | 2,000 | 700 | 1,600 | 600 | 1,300 | 600 | 1,000 | 600 | 800 | 500 | 600 | 400 | 500 | 400 | |
| Vc = 200m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
indietro

Negozio online |
|
Negozio online Scopri di più |

e-Catalog |
|
e-Catalog Scopri di più |
Risorse
 Tungaloy APP
Tungaloy APP TUNG NaviTrova L'utensile Giusto
TUNG NaviTrova L'utensile Giusto Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce
Storie di successo TungaloyEsplora la piattaforma TSR di Tungaloy per approfondimenti sulle lavorazioni in modo semplice e veloce Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi.
Guide tecnicheAccedi alle guide tecniche di Tungaloy per approfondimenti, riferimenti e risorse preziosi. MatrixSistema Di Gestione Degli Utensili
MatrixSistema Di Gestione Degli Utensili Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.