

Radius cutter for profile milling of complex parts
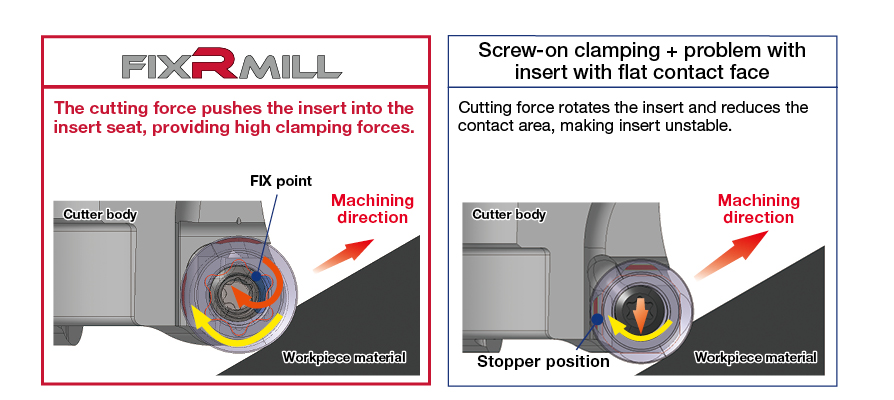
Innovative and safe anti-rotation system, featuring FIX insert location provides highly rigid clamping
* FixRMill has an upgraded series. If you’re considering it, check out the new series page.

Applications & Features
Applications








Features
1. Anti-rotation system with rigid clamping
• Secure insert seating on protrusion of cutter body.
• Cutting force pushing insert towards pocket, resulting in rigid clamping.
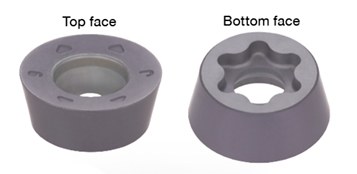
2. Round insert with 6 indexes
• No need to take off screw to change cutting-edges.
3. High-cutting speed Vc up to 300 m/min (984 sfm)
Inserts & Grades
Inserts

RPMT-MJ / -ML
- The unique insert fixation in the pocket allows up to 6 indexes.
- Two types of chipbreakers are available:
- MJ: General purpose machining
- ML: Low cutting force machining
Grades
AH725
![]()
![]()
- For general purpose milling
- Provides high reliability in steel and cast iron machining
- Highly versatile grade with excellent wear and chipping resistance
AH130
![]()
- For general stainless steel milling
- Reduces crater and notch wear
- Provides exceptionally reliable milling
AH4035
![]()
- Ideal grade for high chromium content stainless steels
- Newly developed grade with exceptional balance of wear and chipping resistance
- Drastically reduces flank wear and chipping when machining stainless steels
Cutter bodies
Shank Type

ERP (ø20 – ø40mm)
FixRMill radius cutter series shank type with Anti-Rotation System
Modular Type

HRP-M (ø20 – ø32mm)
Radius cutter series modular type (TungFlex) with Anti-Rotation System
Bore Type

TRP (ø40 – ø66mm)
FixRMill radius cutter series bore type with Anti-Rotation System
Practical examples
Example #1
Die and Mold Industry
| Part: | Die |
| Material: | SKD61 / X40CrMoV5-1 |
| Cutter: | ERP12R032M32.0-03 |
| Insert: | RPMT1204EN-ML |
| Grade: | AH725 |
| Cutting conditions: | Vc = 130 (m/min) fz = 0.4 (mm/t) ap = 1.0 (mm) ae = 26.0 (mm) Application: Profile milling Coolant: Air blast Machine: Vertical M/C, BT40 |

Example #2
General Engineering
| Part: | Machine part |
| Material: | Corrosion-resistant stainless steel |
| Cutter: | TRP12R050M22.0E05 |
| Insert: | RPMT1204EN-ML |
| Grade: | AH130 |
| Cutting conditions: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 1.0 (mm) ae = < 50 (mm) Application: Profile milling on curved surface Coolant: Wet Machine: 5 axis M/C, BT50 |

Example #3
General Engineering
| Part: | Machine part |
| Material: | SUS420J1 / X20Cr13 |
| Cutter: | TRP12R050M22.0E05 |
| Insert: | RPMT1204EN-MJ |
| Grade: | AH4035 |
| Cutting conditions: | Vc = 300 (m/min) fz = 0.5 (mm/t) ap = 2.0 (mm) ae = < 50 (mm) Application: Profile milling on curved surface Coolant: Air blast Machine: 5 axis M/C, BT50 |

Standard cutting conditions
| ISO | Workpiece material | Hardness | Priority | Grade | Chip- breaker |
Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool dia.: øDc (mm), Number of revolutions: n (min-1), Feed speed: Vf (mm/min), Depth of cut: ap = 2.0 mm | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø20 | ø25 | ø32 | ø35 | ø40 | ø50 | ø63 | |||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| E/HRP10 | E/HRP10, E/HRP12 | E/HRP10 | E/HRP12 | ERP10 | TRP10 | ERP12 | ERP16 | ERP12 | TRP12 | TRP16 | |||||||||||||||
| Carbon steels (S45C / C45, S55C / C55 etc.) |
< 300 HB | First choice | AH725 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| < 300 HB | for impact resistance | AH130 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | ||
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Alloy steels (SCM440 / 42CrMo4, SCr415 / 17Cr3 etc.) |
150 – 300 HB | First choice | AH725 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| 150 – 300 HB | for impact resistance | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Tool steels (SKD11 / X153CrMoV12 etc.) |
< 300 HB | – | AH725 | ML | 80 – 180 | 0.2 – 0.4 | 2070 | 1240 | 1660 | 1000 | 1290 | 1550 | 1160 | 1180 | 1420 | 1030 | 1550 | 1240 | 620 | 830 | 1250 | 660 | 1190 | 990 | |
| Vc = 130 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||||
| Stainless steels (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3 etc.) |
< 200 HB | First choice | AH130 | ML | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | for impact resistance | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Stainless steels (SUS430 / X6Cr17 etc.) |
< 200 HB | First choice | AH4035 | ML | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | |
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | for impact resistance | AH4035 | MJ | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | ||
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| Grey cast irons (FC250 / GG25 / 250 etc.) |
150 – 250 HB | – | AH725 | ML | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Ductile cast irons (FCD400 / GGG40 etc.) |
150 – 250 HB | – | AH725 | ML | 100 – 200 | 0.3 – 0.7 | 2390 | 2390 | 1910 | 1910 | 1490 | 2980 | 2240 | 1360 | 2720 | 1190 | 2980 | 2380 | 1190 | 950 | 2380 | 760 | 2280 | 1900 | |
| Vc = 150 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| Hardened steels (SKD61 / X40CrMoV5-1 etc.) |
40 – 50 HRC | – | AH725 | MJ | 60 – 140 | 0.1 – 0.3 | 1590 | 630 | 1270 | 510 | 990 | 790 | 590 | 910 | 730 | 800 | 800 | 640 | 320 | 640 | 640 | 510 | 610 | 510 | |
| Vc = 100 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||||
| Hardened steels (SKD11 / X153CrMoV12 etc.) |
50 – 60 HRC | – | AH725 | MJ | 20 – 60 | 0.05 – 0.2 | 640 | 150 | 510 | 120 | 400 | 190 | 140 | 360 | 170 | 320 | 190 | 150 | 75 | 250 | 150 | 200 | 140 | 120 | |
| Vc = 40 m/min, fz = 0.12 mm/t | |||||||||||||||||||||||||
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.