Você ainda está realizando Face milling com uma fresa de topo inteiriça?
A fresa de facear não cabe devido à interferência, então você acaba usando a aresta inferior. A superfície de usinagem é muito estreita, então você faz o Face milling com uma fresa de topo. A usinagem plana em tornos tipo suíço também é deixada para a aresta inferior. A aresta inferior de uma fresa de topo é realmente a escolha certa para o seu Face milling? Marcas de corte, má qualidade de superfície, riscos que aparecem após o banho — esses problemas decorrem do fato de que as arestas inferiores das fresas de topo não são otimizadas para Face milling. A cabeça intercambiável para fresa de topo TungMeister VFM Head da Tungaloy apresenta um design de Face milling dedicado, com uma wiper edge e arestas de corte afiadas de 6 cortes. Disponível em φ12 a φ25 — 4 tamanhos e cobrindo todos os 6 grupos de materiais ISO, ela redefine o Face milling com fresas de topo. Este artigo fornece uma análise detalhada dos recursos técnicos da VFM, juntamente com 3 estudos de caso de usinagem de usuários.
O que você aprenderá neste artigo
- Face milling com uma fresa de topo — isso se tornou o seu “padrão”?
- Além dos limites das arestas inferiores — a opção VFM Head
- Desempenho comprovado por dados — comparação quantitativa de qualidade de superfície, eficiência e vida útil da ferramenta
- Estudos de caso de usinagem de usuários — classificações de “vitória” em todos os 3 casos
- Resumo — Transforme seu Face milling com a VFM
1. Face Milling com uma fresa de topo — Isso se tornou o seu “padrão”?
Para Face milling e acabamento de superfícies inferiores, a ferramenta ideal é uma fresa de facear (Face milling cutter). No entanto, no chão de fábrica real, usar a aresta inferior de uma fresa de topo para Face milling não se tornou o “padrão”?
Por trás disso, existem três restrições típicas.
Restrição 1: A interferência impede o encaixe da fresa de facear


A interferência de paredes circundantes, grampos e dispositivos de fixação regularmente torna fisicamente impossível o uso de uma fresa de facear. Em tais situações, usar a aresta inferior de uma fresa de topo inteiriça de pequeno diâmetro para Face milling é a solução comum.
Restrição 2: A superfície de usinagem é muito estreita, tornando o diâmetro da ferramenta excessivo — fresa de topo usada como substituta
Restrição 3: Restrições de diâmetro da haste em tornos tipo suíço e convencionais
Ao realizar usinagem plana (fresamento de chavetas) em componentes de barra redonda usando tornos tipo suíço ou convencionais, o diâmetro da haste que pode ser montado na unidade de fuso de fresagem é limitado. Além disso, a baixa rigidez do fuso de fresagem torna difícil aumentar as condições de corte, resultando em uma qualidade de superfície instável.
O Problema Comum — Limitações das Arestas Inferiores de Fresas de Topo Inteiriças
As arestas inferiores de fresas de topo inteiriças são a solução imediata em todos esses cenários. No entanto, as fresas de topo inteiriças são inerentemente projetadas principalmente para corte periférico (fresamento de esquadro, rasgos) e não são otimizadas para o acabamento de superfícies inferiores. Como resultado, os seguintes problemas ocorrem repetidamente.
- Marcas de corte — Pequenas diferenças de degrau e variações na precisão do raio nas arestas inferiores são transferidas diretamente para a superfície usinada, deixando marcas de corte visíveis a olho nu
- Má qualidade da superfície inferior — Sem uma wiper edge, as fresas de topo têm dificuldade em alcançar uma rugosidade superficial fina. Sem acabamento brilhante. Os requisitos de qualidade de acabamento não podem ser atendidos
- Impacto nos processos posteriores — Riscos na superfície usinada tornam-se visíveis após o banho, exigindo processos adicionais, como retífica ou acabamento manual
O Face milling com a aresta inferior de uma fresa de topo tornou-se o “padrão” — a VFM Head da TungMeister foi criada para mudar esse padrão.
2. Além dos Limites das Arestas Inferiores — A Opção VFM Head
Conceito de Design da VFM
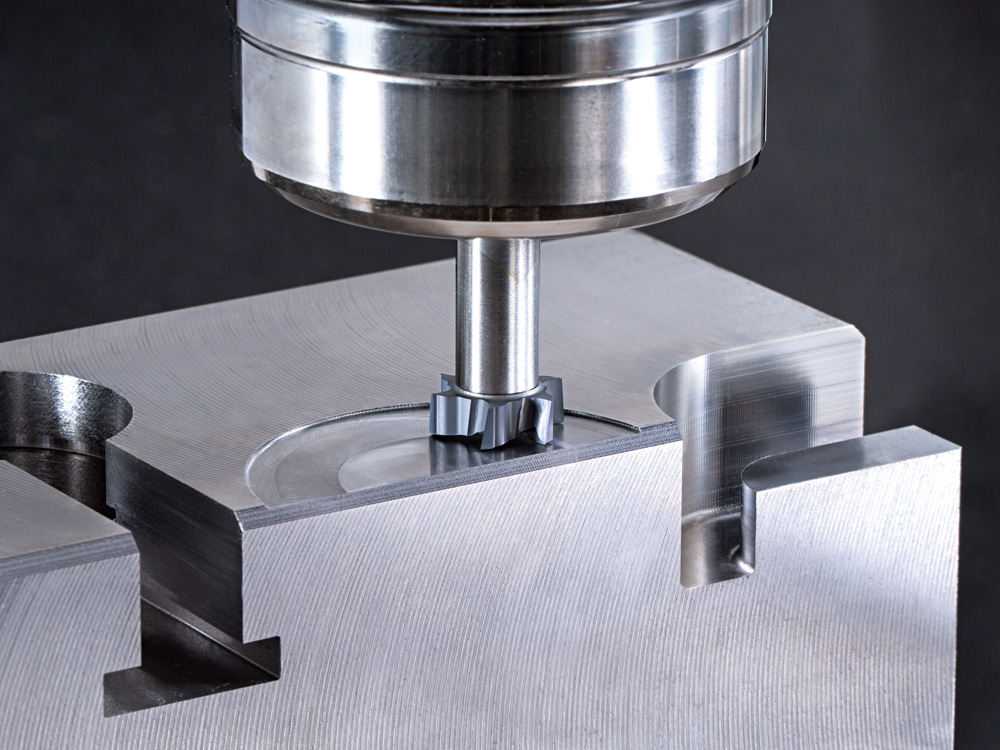
“Não há escolha a não ser fazer o Face milling com uma fresa de topo” — a cabeça dedicada para Face milling VFM da série de fresas de topo intercambiáveis TungMeister da Tungaloy derruba essa suposição. Ela alcança uma qualidade de superfície que o Face milling com aresta inferior jamais poderia oferecer, através da combinação de uma wiper edge e arestas de corte afiadas.
A VFM incorpora 4 recursos técnicos projetados especificamente para o acabamento em Face milling.
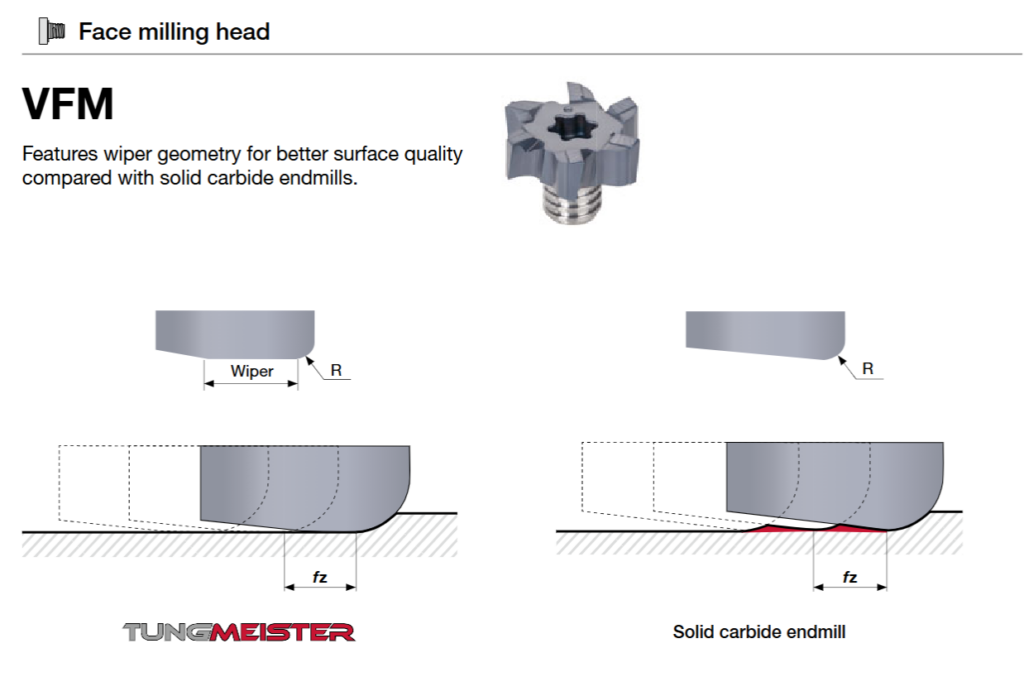
- Equipada com wiper edge — Uma wiper edge na face inferior suaviza as irregularidades da superfície. A qualidade de superfície superior às fresas de topo inteiriças está publicada nas especificações do catálogo
- Arestas de corte afiadas × 6 cortes — 6 cortes em todos os tamanhos. Combina altas taxas de Feed do design multicanal com baixa resistência de corte das arestas afiadas, melhorando simultaneamente a qualidade da superfície e a eficiência
- Baixo ângulo de hélice de 10° × comprimento curto da aresta de corte de 0,3×D — Um ângulo de hélice de 10° reduz a força de corte axial. Combinado com um comprimento de aresta de corte reduzido para 0,3× o diâmetro da ferramenta, isso proporciona uma geometria de aresta otimizada especificamente para Face milling
- Equipada com Corner radius (R0,2–R0,4) — Evita o lascamento da aresta enquanto suprime rebarbas na superfície usinada
PONTO
Uma Cabeça de Fresa de Topo Dedicada ao “Acabamento de Superfície Inferior”
Face milling com a aresta inferior de uma fresa de topo — este é um design fundamentalmente diferente daquele “padrão”. O conceito de uma “wiper edge” de uma fresa de facear reduzido ao tamanho de uma fresa de topo — essa é a essência da VFM.
φ10 a φ25 — Linha de 5 Tamanhos
A VFM está disponível em 5 tamanhos para corresponder a diferentes larguras de superfície de usinagem e ambientes de máquina. Todos os tamanhos usam a classe AH715 (revestimento mais recente, excelente resistência ao desgaste e à microsoldagem).
| Código do Produto | Diâmetro da Ferramenta | Cortes | Máx. Profundidade de Corte | Raio de Canto | Rosca de Conexão |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0,2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0,2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0,4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0,4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0,4 | S10 |

ISO P/M/K/N/S/H — Todos os Grupos de Materiais de Peça Cobertos
Um dos principais pontos fortes da VFM é sua ampla cobertura de materiais de peça. De aço carbono a aço inoxidável, ferro fundido, ligas de alumínio e até ligas de titânio, ligas resistentes ao calor e Hardened steel — condições de corte padrão são estabelecidas para todos os 6 grupos ISO.
| ISO | Material da Peça | Vc (m/min) | fz φ12 (mm/z) |
|---|---|---|---|
| P | Aço carbono, liga de aço (S45C, SCM440, etc.) | 60–180 | 0,08–0,13 |
| M | Aço inoxidável (SUS304, SUS316, etc.) | 40–100 | 0,08–0,13 |
| K | Ferro fundido (FC250, FCD450, etc.) | 80–200 | 0,08–0,13 |
| N | Ligas de alumínio | 100–700 | 0,08–0,13 |
| S | Ligas de titânio, ligas resistentes ao calor (Ti-6Al-4V, Inconel 718, etc.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51, etc., até 60HRC) | 20–80 | 0,08–0,13 |
Não há necessidade de se perguntar “Posso usar neste material?” — essa é outra grande vantagem da VFM.
3 Casos de Uso Onde a VFM se Destaca
Veja como a VFM aborda as três restrições que forçam as oficinas a depender de fresas de topo.
| Restrição | Abordagem Convencional | Solução VFM |
|---|---|---|
| Fresa de grande diâmetro não cabe devido à interferência | Substituir pela aresta inferior da fresa de topo inteiriça → marcas de corte aparecem | Qualidade de superfície de nível de fresa de facear em pequenos diâmetros φ12–φ25. A wiper edge suaviza a superfície usinada, melhorando drasticamente o acabamento e evitando interferências |
| Superfície de usinagem muito estreita para o diâmetro excessivo da ferramenta | Continuar usando fresa de facear superdimensionada ou comprometer-se com a aresta inferior | Selecione o diâmetro correto para corresponder à largura da superfície de usinagem. O design de 6 cortes equipado com wiper garante excelente qualidade de superfície mesmo em pequenos diâmetros. O setup também é simplificado |
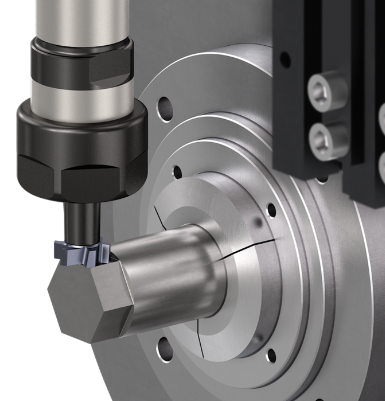
| Restrições de diâmetro da haste em tornos tipo suíço / convencionais | Comprometer-se com ferramenta inteiriça de pequeno diâmetro, qualidade de superfície instável | Use um diâmetro de ferramenta maior em relação ao diâmetro da haste (ex: cabeça φ12 em uma haste φ8). A haste VER (pinça ER) minimiza o balanço para uma usinagem estável mesmo em fusos de fresagem de baixa rigidez |
PONTO
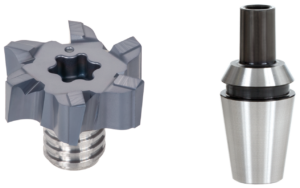
Combinação com Haste VER — Ideal para Tornos Tipo Suíço e Convencionais
Com a haste VER (adaptador de pinça ER) da TungMeister, a ferramenta pode ser montada diretamente no porta-pinças ER da máquina. Ao minimizar o balanço, alcança-se uma usinagem estável com vibração suprimida, mesmo em unidades de fuso de fresagem de baixa rigidez. A excelente qualidade de superfície da wiper edge também pode reduzir ou eliminar processos posteriores (retífica, etc.) em superfícies usinadas planas.
Dados de Rugosidade Superficial — Ra que Supera as Fresas de Topo Inteiriças
Quão superior é a qualidade de superfície da VFM? Vamos verificar com os dados medidos publicados no catálogo.
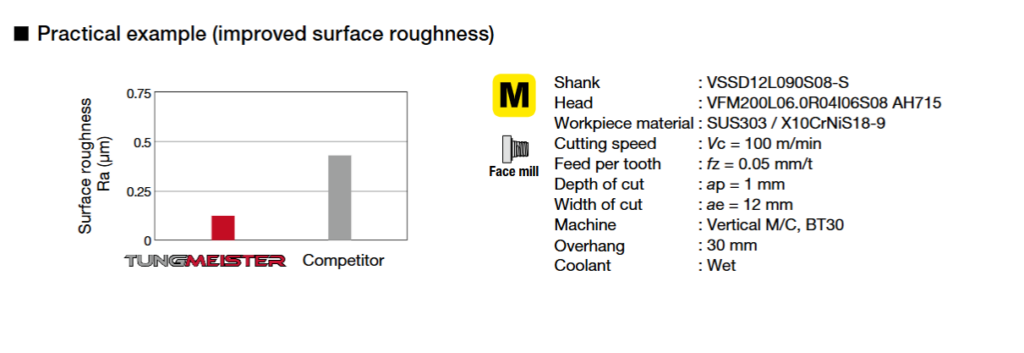
| Material da Peça | SUS303 |
|---|---|
| Máquina | Centro de Usinagem Vertical (BT30) |
| Cabeça | VFM200L06.0R04I06S08 AH715 (φ20) |
| Condições de Corte | Vc=100 m/min, fz=0,05 mm/z, ap=1 mm, ae=12 mm |
| Comprimento do Balanço | 30 mm (com refrigeração) |
Sob estas condições de teste, a VFM registrou uma rugosidade superficial Ra superando tanto as fresas de topo inteiriças da concorrência quanto os produtos equipados com wiper da concorrência. É particularmente notável que estes resultados foram alcançados mesmo em um ambiente BT30 de baixa rigidez.
Dados Principais
Rugosidade Superficial Superando Fresas de Topo Inteiriças Mesmo em BT30
A wiper edge da VFM proporciona uma qualidade de superfície estável mesmo em um ambiente BT30 de baixa rigidez. A verdadeira força da VFM brilha precisamente em ambientes com rigidez limitada — tornos tipo suíço, centros de usinagem compactos e configurações semelhantes.
3. Desempenho Comprovado por Dados — Comparação Quantitativa de Qualidade de Superfície, Eficiência e Vida Útil da Ferramenta
A partir daqui, verificamos quantitativamente o desempenho da VFM em três eixos — “qualidade de superfície”, “eficiência” e “vida útil da ferramenta” — com base em 3 estudos de caso de usinagem de usuários e dados de catálogo.
Comparação Cruzada de Todos os 3 Casos
Todos os 3 casos de adoção receberam classificações de “vitória“. Apesar dos diferentes materiais de peça e ambientes de máquina, a VFM superou significativamente as ferramentas existentes tanto em qualidade de superfície quanto em eficiência.
| Comparação | Caso 1: Hastelloy-X | Caso 2: SUS440C | Caso 3: SS |
|---|---|---|---|
| Material da Peça | Hastelloy-X (forjado) | SUS440C | SS400 |
| Máquina | MC Horizontal / BT50 | MC Vertical / BT30 | MC Vertical / BT40 |
| Ferramenta Existente | Fresa de topo inteiriça φ12 | Fresa de topo inteiriça φ12 | Fresa de topo inteiriça φ10 |
| Ganho de Eficiência | +50% | +50% | +67% |
| Qualidade de Superfície | Boa (superfície brilhante) | Muito boa | Boa |
| Vida Útil da Ferramenta | — (tempo de teste expirado) | +50% (240 peças/cabeça) | — (demonstração) |
| Resultado | Vitória | Vitória | Vitória |
Aqui estão as principais conclusões destes dados.
Ponto 1: Qualidade de superfície classificada como “boa” ou superior em todos os casos — problemas de marcas de corte e riscos fundamentalmente resolvidos
No Caso 1, as marcas de corte causadas pela aresta inferior da fresa de topo inteiriça desapareceram, e a superfície usinada ganhou um acabamento brilhante. O Caso 2 recebeu uma classificação “muito boa”. No Caso 3, o problema de riscos tornando-se visíveis após o banho foi eliminado. Todos os resultados foram alcançados através da wiper edge suavizando a superfície usinada.
Ponto 2: Melhoria de 50–67% na eficiência — não apenas qualidade de superfície, mas também ganhos de produtividade
A VFM não apenas melhora a qualidade da superfície, mas também supera as ferramentas existentes na taxa de Feed e na taxa de remoção de cavacos. A capacidade de alto Feed de 6 cortes combinada com a baixa resistência de corte das arestas afiadas permite a melhoria simultânea da qualidade da superfície e da eficiência.
Ponto 3: Comprovado de BT30 a BT50 — ampla gama de ambientes de máquina
Desde a máquina BT30 de menor rigidez até a BT50, resultados estáveis foram alcançados independentemente do ambiente da máquina. A eficácia da VFM se mantém mesmo em máquinas de baixa rigidez.
Dados de Catálogo — 1,5× Eficiência, 1,4× Vida Útil da Ferramenta
Além dos estudos de caso de usuários, as capacidades da VFM são respaldadas por dados de catálogo.
| Caso de Catálogo | Material | Melhoria | Resultado |
|---|---|---|---|
| Caso A (φ20) | SUS303 | Comparação de rugosidade superficial | Ra superando produtos inteiriços da concorrência |
| Caso B (φ16) | A5052 | Comparação de eficiência | 1,5× eficiência (qualidade de superfície mantida) |
| Caso C (AH715) | FCD400 | Comparação de vida útil da ferramenta | 1,4× vida útil da ferramenta (qualidade de superfície também melhorada) |
Resumo da Seção 3
Superando as Ferramentas Existentes em Qualidade de Superfície, Eficiência e Vida Útil da Ferramenta
A VFM supera as ferramentas existentes em um ou mais quesitos entre qualidade de superfície, eficiência e vida útil da ferramenta. Melhorar a qualidade da superfície enquanto também aumenta a eficiência — não é uma troca, mas um resultado possibilitado por um design dedicado ao conceito de wiper edge.
4. Estudos de Caso de Usinagem de Usuários
O que aconteceu quando as oficinas que faziam Face milling com arestas inferiores de fresas de topo mudaram para a VFM? Resultados positivos em todos os 3 casos. De ligas resistentes ao calor a aço inoxidável e aço comum, a VFM foi adotada em uma ampla gama de materiais de peça.
Caso 1 Acabamento de Superfície Inferior em Hastelloy-X — Adotado para Superfície Brilhante

Detalhes da Usinagem
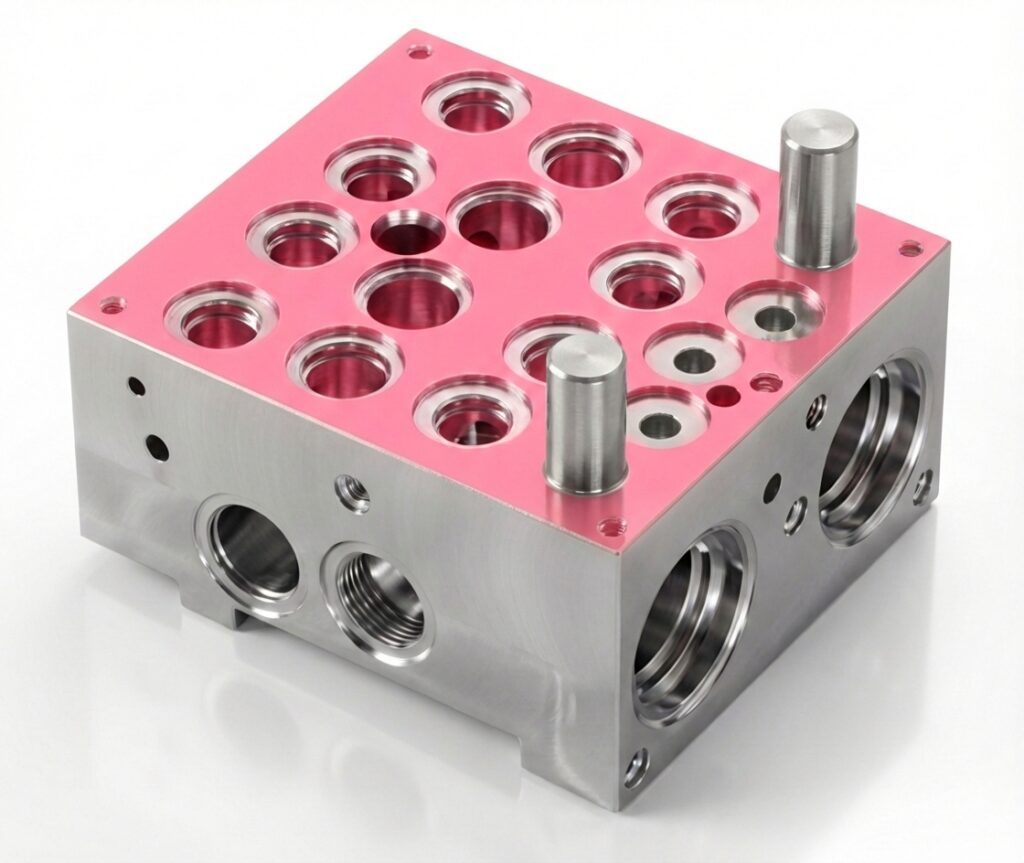
- Peça: Carcaça — superfície de vedação de saída (acabamento de superfície inferior)
- Material da peça: Hastelloy-X (forjado)
- Máquina: MC Horizontal / BT50
Desafios
- Uma fresa de topo da concorrência — originalmente não adequada para acabamento de superfície inferior — estava sendo usada como medida temporária
- Retrabalho frequente no acabamento da superfície inferior. A aparência visual era um problema maior do que os valores de rugosidade superficial
Comparação de Condições de Corte
| Existente (Fresa de Topo da Concorrência) | VFM (AH715) | |
|---|---|---|
| Diâmetro da ferramenta | φ12 (6 cortes) | φ12 (6 cortes) |
| Cutting speed | 20 m/min | 30 m/min |
| Feed per tooth | 0,05 mm/z | 0,1 mm/z |
| Profundidade de corte | 2 mm | 1 mm |
| Taxa de Feed | 159 mm/min | 477 mm/min |
| Taxa de remoção de cavacos | 3,82 cm³/min | 5,73 cm³/min (+50%) |
| Qualidade de superfície | Igual à anterior | Boa (brilhante) |
PONTO
Adotado para Superfície Brilhante — Retrabalho Eliminado
A VFM produziu um acabamento brilhante na superfície usinada, com a aparência visual melhorando muito além dos valores de rugosidade superficial isolados. O retrabalho de acabamento da superfície inferior foi eliminado, e a adoção foi confirmada. A avaliação positiva da VFM, já adotada para outros recursos, expandiu-se também para o acabamento de superfícies inferiores.
Caso 2 Acabamento em Face Milling de SUS440C — Adotado Após o Desaparecimento das Marcas de Corte
Detalhes da Usinagem
- Peça: Bloco
- Material da peça: SUS440C
- Máquina: MC Vertical / BT30
- Operação: Face milling (acabamento)
Desafios
- O Face milling era realizado usando a aresta inferior de uma fresa de topo inteiriça (4 cortes)
- Marcas de corte apareciam, causando problemas de confiabilidade no processo de usinagem
Comparação de Condições de Corte
| Existente (Fresa de Topo da Concorrência) | VFM (AH715) | |
|---|---|---|
| Diâm. da ferr. / Cortes | φ12 / 4 cortes | φ12 / 6 cortes |
| Cutting speed | 34 m/min (mesmas condições) | |
| Feed per tooth | 0,06 mm/z (mesmas condições) | |
| Taxa de Feed | 216 mm/min | 325 mm/min (+50%) |
| Taxa de remoção de cavacos | 2,6 cm³/min | 3,9 cm³/min (+50%) |
| Peças por cabeça | 160 peças | 240 peças (+50%) |
| Qualidade de superfície | Ruim (presença de marcas de corte) | Muito boa (marcas de corte eliminadas) |
PONTO
Marcas de Corte Eliminadas + 50% de Ganho de Eficiência + 50% de Ganho de Vida Útil da Ferramenta
A mudança de uma fresa de topo inteiriça de 4 cortes para o design de 6 cortes da VFM aumentou a taxa de Feed em 50% com o mesmo fz (efeito do aumento do número de cortes). Além disso, as marcas de corte foram completamente eliminadas e as peças por cabeça aumentaram em 50%. Qualidade de superfície, eficiência e vida útil da ferramenta — os três foram entregues, levando à adoção mesmo em um ambiente BT30 de baixa rigidez.
Caso 3 Face Milling de SS400 — Resolvido o Problema de Riscos Pós-Banho

Detalhes da Usinagem
- Peça: Componente de máquina (Face milling → processo de banho)
- Material da peça: SS400
- Máquina: MC Vertical / BT40
- Operação: Face milling (acabamento)
Desafios
- Face milling com uma fresa de topo inteiriça da concorrência (φ10, 4 cortes)
- As peças passam por banho após a usinagem; riscos na superfície usinada tornavam-se visíveis após o banho
Comparação de Condições de Corte
| Existente (Fresa de Topo da Concorrência) | VFM (AH715) | |
|---|---|---|
| Diâm. da ferr. / Cortes | φ10 / 4 cortes | φ12 / 6 cortes |
| Cutting speed | 150 m/min (mesmas condições) | |
| Feed per tooth | 0,06 mm/z | 0,08 mm/z |
| Taxa de Feed | 1.146 mm/min | 1.910 mm/min (+67%) |
| Taxa de remoção de cavacos | 0,34 cm³/min | 0,57 cm³/min (+67%) |
| Qualidade de superfície | Ruim (riscos visíveis após o banho) | Boa |
PONTO
Problema de Riscos Pós-Banho Resolvido — Qualidade dos Processos Posteriores Melhorada
A wiper edge da VFM produz uma superfície usinada lisa que impacta diretamente a qualidade dos processos posteriores, como banho e revestimento. Com os riscos não mais visíveis, o risco de retrabalho e reclamações de qualidade nos processos posteriores também é reduzido. Isso contribui para a “melhoria total do processo” que se estende além da própria operação de usinagem.
Resumo — Transforme seu Face Milling com a VFM
“Você ainda está realizando Face milling com uma fresa de topo?” — Este artigo apresentou os recursos técnicos, dados e estudos de caso da TungMeister VFM Head como a resposta a esta pergunta. Aqui estão os pontos principais.
- Face milling com uma fresa de topo — há um problema com este “padrão” — Muitas oficinas não têm escolha a não ser depender de fresas de topo devido a restrições de interferência, larguras de superfície estreitas e limitações de diâmetro da haste
- A VFM é uma cabeça projetada exclusivamente para Face milling — Wiper edge + arestas de corte afiadas + 6 cortes × baixo ângulo de hélice × curto comprimento da aresta de corte. Uma abordagem fundamentalmente diferente das arestas inferiores de fresas de topo de uso geral
- Qualidade de superfície superior às fresas de topo inteiriças — publicada nas especificações do catálogo — Na comparação de Ra em SUS303, a VFM superou tanto os produtos inteiriços quanto os equipados com wiper da concorrência
- Classificações de “vitória” em todos os 3 estudos de caso de usuários — Melhoria de 50–67% na eficiência, qualidade de superfície classificada como “boa” a “muito boa” em todos os casos. Marcas de corte eliminadas, superfícies brilhantes, problemas de riscos pós-banho resolvidos
- Comprovado de BT30 a BT50 — Usinagem estável em máquinas de baixa rigidez e tornos tipo suíço. A haste VER minimiza o balanço
- Todos os materiais de peça ISO P/M/K/N/S/H cobertos — Comprovado em Hastelloy-X, SUS440C, SS, A5052, FCD400 e mais
- O sistema de cabeça intercambiável reduz os custos operacionais — Em vez de substituir toda a ferramenta inteiriça, apenas a cabeça é trocada. A haste é reutilizada
- Linha de 4 tamanhos de φ12 a φ25 — Selecione o diâmetro correto para corresponder à largura da superfície de usinagem
Você não precisa continuar fazendo Face milling com a aresta inferior de uma fresa de topo. Se marcas de corte, má qualidade de superfície ou problemas de aparência pós-banho lhe soam familiares, experimente a VFM Head.