Suprima a vibração e supere os limites. Desbaste e acabamento em uma única ferramenta — Fresa de topo combinada

Vibração em Slotting, superfícies rugosas de fresas de desbaste, o incômodo de trocar ferramentas entre o desbaste e o acabamento — o design exclusivo Combination Edge da Tungaloy resolve todos esses desafios do chão de fábrica. Com sua geometria de aresta proprietária que combina arestas de corte onduladas e retas — indisponível em qualquer concorrente — ela suprime a vibração enquanto lida com tudo, do desbaste ao acabamento, em uma única ferramenta. A cabeça intercambiável VEE-C e a sólida FinishMeister — uma gama de produtos de 2 linhas que cobre todas as aplicações. Este artigo fornece uma análise completa das capacidades da Combination Edge, apoiada por dados de testes internos e 5 estudos de caso de usinagem de usuários.
O que você aprenderá neste artigo
- O maior desafio no fresamento de topo é a “vibração” — o que os dados de campo revelam
- A chave para a solução: O que é a Combination Edge?
- Comparação de dados medidos — por que ela se destaca em Slotting, Shoulder milling e acabamento
- Desempenho no mundo real: estudos de caso de usinagem de usuários (5 histórias de sucesso + caso publicado)
- Resumo — Suprima a vibração e siga para o próximo corte
1. O maior desafio no fresamento de topo é a “vibração” — O que os dados de campo revelam
Qual é o desafio que mais preocupa as oficinas no fresamento de topo hoje?
A resposta é claramente mostrada em uma pesquisa realizada pela Tungaloy em um seminário de Shoulder milling em 2023.
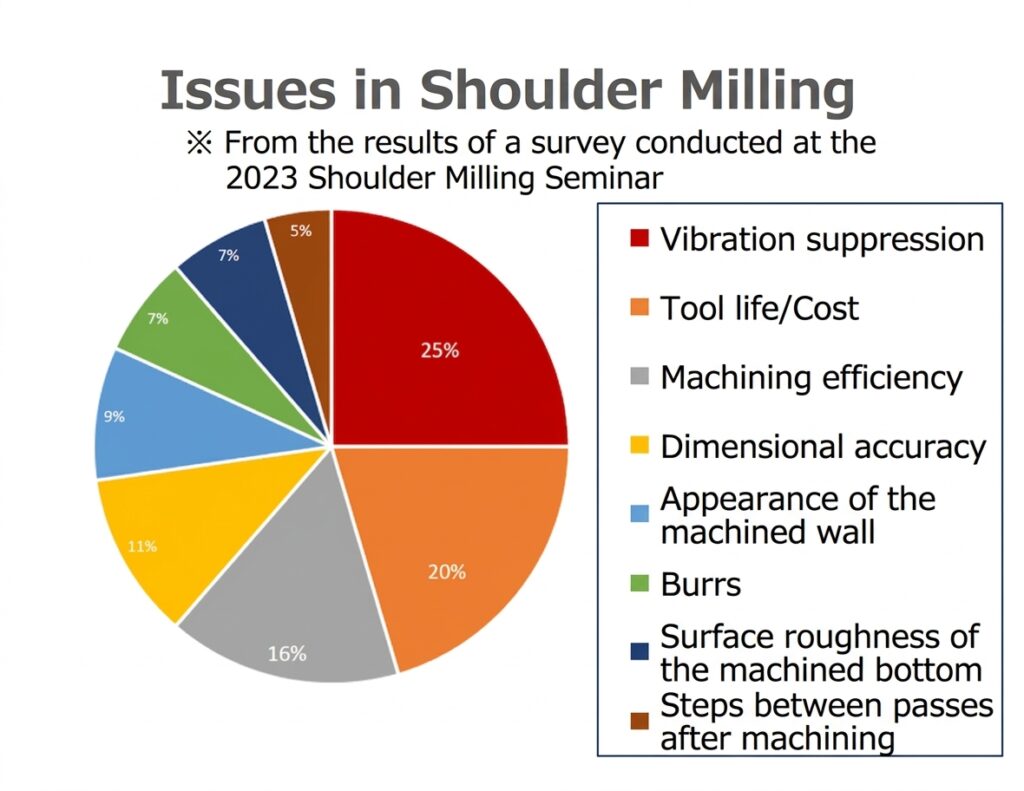
| Classificação | Desafio | Porcentagem |
|---|---|---|
| 1º | Supressão de vibração | 25% |
| 2º | Vida útil da ferramenta / Custo | 20% |
| 3º | Eficiência de usinagem | 16% |
| 4º | Precisão dimensional | 11% |
| 5º | Aparência da superfície da parede | 9% |
| 6º | Rebarbas | 7% |
| 7º | Rugosidade da superfície inferior | 7% |
| 8º | Marcas de degraus entre passadas | 5% |
1 em cada 4 entrevistados citou a “supressão de vibração” como seu principal desafio. Ela ocupa firmemente o 1º lugar, à frente da “vida útil/custo da ferramenta” (2º) e da “eficiência de usinagem” (3º).
Esta pesquisa foi para Shoulder milling, mas a situação é ainda mais difícil no Slotting. O Slotting possui fatores estruturais que tornam a vibração mais provável do que no Shoulder milling.
- Alto número de canais engajados — O máximo de arestas de corte simultâneas significa que a resistência ao corte excede em muito a do Shoulder milling
- Evacuação de cavacos difícil — Os cavacos tendem a se acumular no fundo do canal, arriscando o recorte, o acúmulo de calor e danos
- Amplificação da vibração — O engajamento em toda a circunferência + longo balanço torna a vibração ainda mais provável
- Risco de quebra — Em canais profundos (1×D ou mais), a deflexão da ferramenta aumenta, levando diretamente à quebra
Enquanto isso, muitas oficinas optam por padrão pela “fresa de topo comum de 4 canais.” De acordo com os dados de vendas da Tungaloy (2022–2025), as fresas de topo de 4 canais representam 84% do uso de fresas de topo por contagem de canais. Embora escolhidas quase exclusivamente por sua versatilidade, as fresas de topo de 4 canais não são projetadas especificamente para a supressão de vibração.
Como você pode suprimir a vibração e, ao mesmo tempo, obter eficiência e estabilidade no Slotting? A resposta é a Combination Edge.
2. A chave para a solução: O que é a Combination Edge?
Estrutura da Combination Edge
A Combination Edge apresentada nas cabeças FinishMeister e VEE-C é uma geometria de aresta proprietária com arestas de corte onduladas e arestas de corte retas dispostas alternadamente.
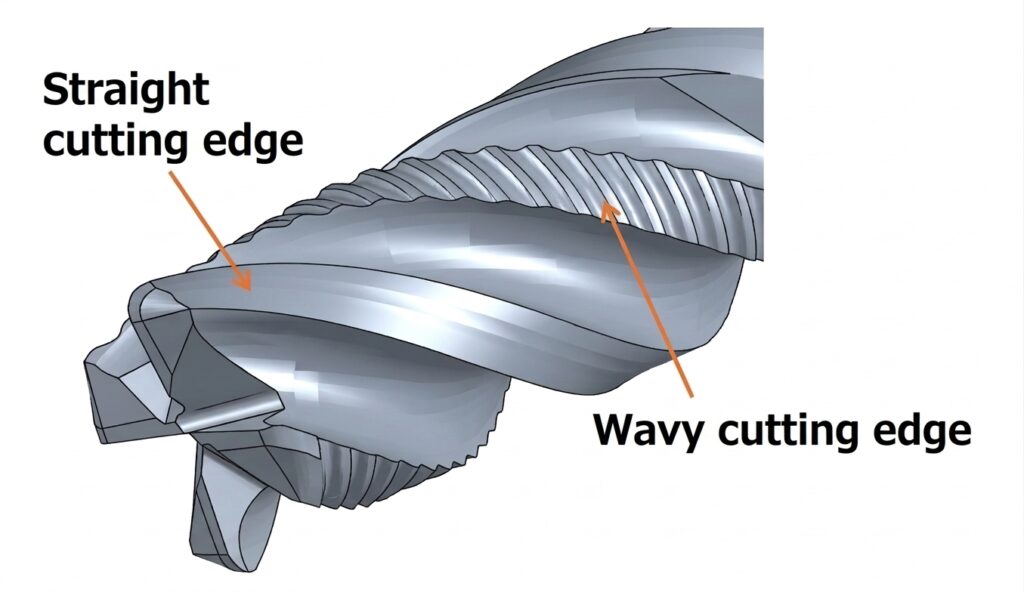
Esta estrutura tem dois papéis distintos:
- Arestas de corte onduladas — Distribuem o comprimento da aresta de contato para reduzir a resistência ao corte. Suprimem a vibração
- Arestas de corte retas — Suavizam a superfície deixada pelas arestas onduladas, eliminando a textura rugosa típica das fresas de desbaste. Garantem a qualidade do acabamento superficial
Em outras palavras, uma única ferramenta alcança simultaneamente a “resistência reduzida no desbaste” e a “qualidade de acabamento superficial garantida”.
Como ela difere de outros tipos de aresta
| Tipo de Aresta | Supressão de Vibração | Qualidade de Superfície | Faixa de Aplicação | Notas |
|---|---|---|---|---|
| Uso geral 4 canais (passo/hélice desigual) | △ | ○ | Uso geral (Slotting, Shoulder milling) | Risco de quebra em canais profundos |
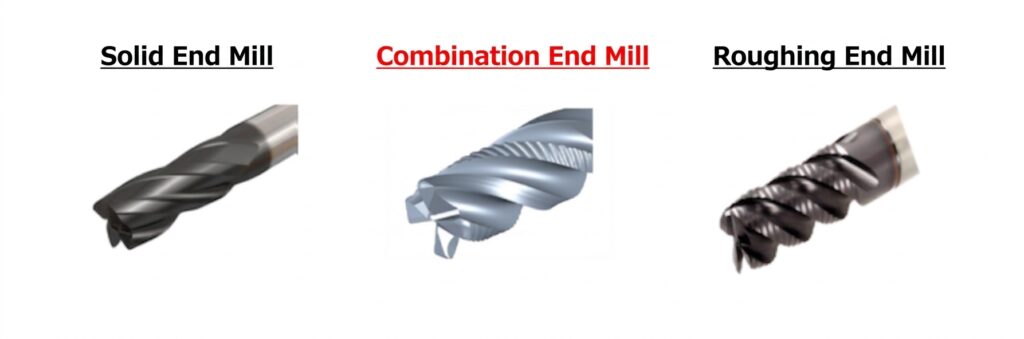
| Desbaste | ◎ | × | Todas as operações de desbaste | Superfície rugosa requer ferramenta de acabamento separada |
| Combination | ○ | ○ | Slotting a Shoulder milling (desbaste + acabamento) | Desbaste ao acabamento em uma única ferramenta |
PONTO
Uma geometria de aresta exclusiva disponível apenas na Tungaloy — Gama de produtos de 2 linhas
A Combination Edge oferece supressão de vibração no mesmo nível das fresas de desbaste, ao mesmo tempo em que alcança uma qualidade de acabamento superficial próxima às fresas de topo de 4 canais de uso geral. Esta combinação não existe em nenhum produto concorrente — é uma geometria de aresta que apenas a Tungaloy pode oferecer.
Combination Edge — 2 Linhas de Produtos
A Tungaloy oferece a Combination Edge em 2 séries de produtos. Escolha a linha ideal com base nas condições de usinagem, custo e requisitos da aplicação.
| Produto | Tipo | Diâmetro da Ferramenta | Recursos & Aplicações | |
|---|---|---|---|---|
 |
VEE-C | Cabeça intercambiável (TungMeister) |
φ10–φ25 | A substituição da cabeça reduz os custos operacionais. Compatível com hastes de alta rigidez para máquinas de baixa rigidez |
 |
FinishMeister | Sólida | φ6–φ20 | Disponível a partir de pequenos diâmetros. Histórico comprovado em máquinas multitarefa e aplicações com longo balanço. Estudo de caso publicado na Kondo Iron Works |
Ambas compartilham a mesma filosofia de design da Combination Edge (arestas onduladas + retas alternadas). Embora os dados e estudos de caso neste artigo se concentrem principalmente na VEE-C, a Combination Edge oferece resultados igualmente eficazes com a FinishMeister.
3. Comparação de dados medidos — Por que ela se destaca em Slotting, Shoulder milling e acabamento
A partir daqui, verificamos o desempenho da Combination Edge em três eixos — Slotting, Shoulder milling e acabamento — usando dados de extensos testes de corte realizados internamente na Tungaloy.
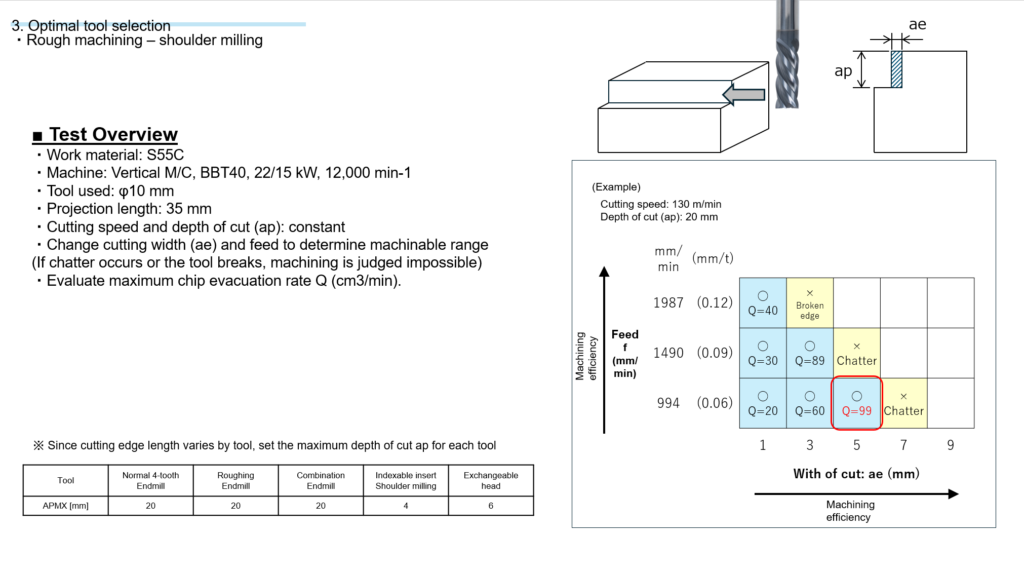
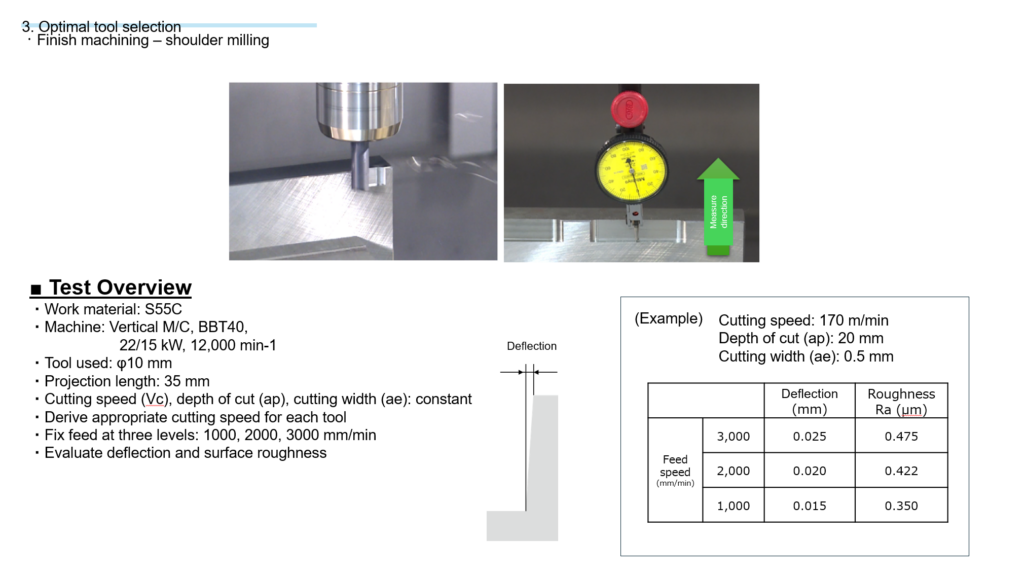
Visão Geral do Teste
| Material da Peça | S55C |
|---|---|
| Máquina | Vertical machining center BBT40 (22/15kW, 12.000 min⁻¹) |
| Diâmetro da Ferramenta | φ10 mm |
| Comprimento do Balanço | 35 mm (L/D=3,5) |
| Velocidade de Corte | Vc = 100 m/min *Avaliado em uma velocidade propensa a vibrações para fins de avaliação |
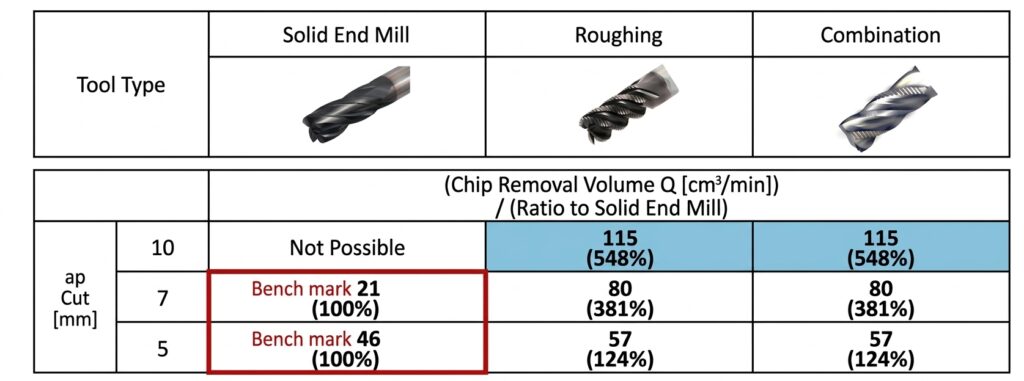
① Slotting — Eficiência esmagadora em canais profundos
No Slotting, a aresta de corte engaja a peça em toda a sua circunferência, resultando em alta resistência ao corte e riscos de vibração/quebra que excedem em muito os do Shoulder milling. Este ambiente exigente é precisamente onde as arestas de corte onduladas da Combination Edge proporcionam o maior efeito de distribuição da resistência ao corte.
Dados Principais
548% vs. 4 canais de uso geral em canal profundo de 1×D
Em ap=10 mm (profundidade do canal 1×D), a fresa de 4 canais de uso geral foi incapaz de usinar. A Combination Edge alcançou 548% de taxa de remoção de cavacos vs. a de 4 canais de uso geral. Nesta faixa de canal profundo — onde ferramentas de alto avanço e tipos de insertos intercambiáveis não podem operar — apenas a Combination Edge permite uma usinagem estável.
Por que ela é forte em canais profundos? — As arestas de corte onduladas distribuem o comprimento de contato por canal, mitigando o aumento acentuado na resistência ao corte proveniente do engajamento em toda a circunferência. Isso suprime a vibração, permitindo que a usinagem continue sem quebra, mesmo em profundidades que uma fresa de 4 canais de uso geral não suportaria.
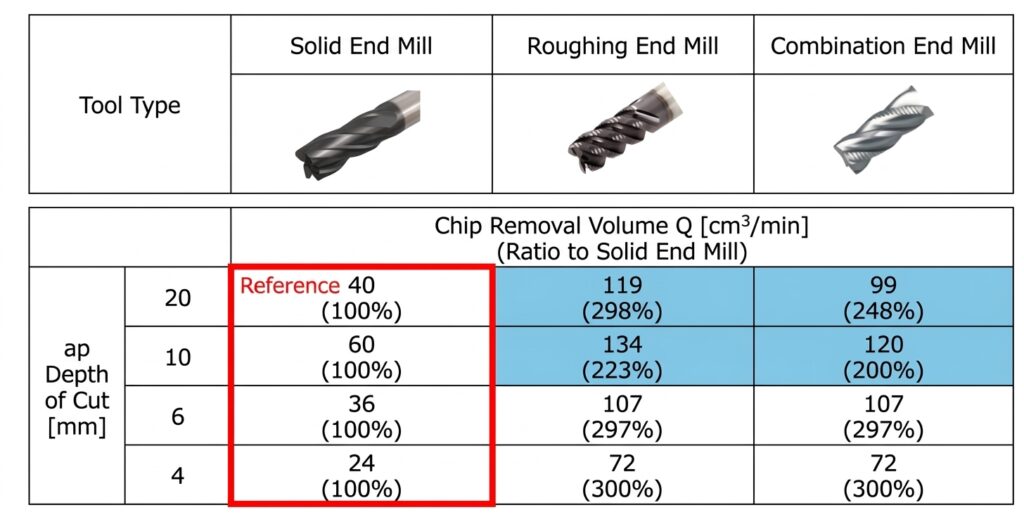
② Shoulder milling — Menos vibração significa que você pode forçar mais
Como apresentado na Seção 1, o desafio nº 1 no Shoulder milling é a “supressão de vibração” (25%). A Combination Edge oferece supressão de vibração e alta eficiência também no Shoulder milling.
Três conclusões principais destes dados:
Ponto 1: Em ap≤6 mm, eficiência totalmente igual às fresas de desbaste
Na faixa ap=4–6 mm — a profundidade de corte mais comumente usada no Shoulder milling real — a Combination Edge alcança uma taxa de remoção de cavacos quase idêntica às fresas de desbaste. Comparado à de 4 canais de uso geral, até 300% (3×). Nesta faixa, Combination = Desbaste em termos de eficiência.
Ponto 2: Mesmo em cortes profundos de ap=10–20 mm, 2–2,5× vs. 4 canais de uso geral
Mesmo em Shoulder milling profundo a ap=20 mm, a Combination Edge alcança 248% vs. a de 4 canais de uso geral. Embora não iguale as fresas de desbaste, ela mantém a segunda maior eficiência. Além disso, como as fresas de desbaste não podem oferecer a qualidade de acabamento discutida abaixo, a Combination Edge frequentemente vence na eficiência total do processo quando o acabamento é incluído.
Ponto 3: Menos vibração significa que você pode “forçar mais as condições”
As arestas de corte onduladas da Combination Edge também distribuem o comprimento da aresta de contato no Shoulder milling, reduzindo a resistência ao corte. Isso suprime a vibração, facilitando o aumento de Vc e fz. Além das diferenças de eficiência mostradas nos dados, esta é uma grande vantagem do ponto de vista de “você pode realmente aumentar as condições no chão de fábrica?”
De fato, no Estudo de Caso 3 (SS400, BT40), ao substituir uma fresa de desbaste pela VEE-C, as condições foram aumentadas — Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — resultando em 1,5× de eficiência e 1,7× de vida útil da ferramenta. “Não vibra, então você pode forçar mais” — é isso que os usuários experimentam no chão de fábrica.
Resumo do Shoulder milling
Até 3× de eficiência vs. 4 canais de uso geral
A Combination Edge oferece até 3× de eficiência vs. a de 4 canais de uso geral no Shoulder milling. Em ap≤6 mm, ela é totalmente igual às fresas de desbaste. Além disso, o efeito de supressão de vibração cria margem para aumentar as condições de corte, permitindo ganhos de eficiência no mundo real além do que os dados sozinhos sugerem.
③ Acabamento — Qualidade de superfície comprovada igual à de 4 canais de uso geral
“Eu entendo que ela resiste à vibração e é eficiente no desbaste. Mas a Combination Edge pode realmente oferecer um bom acabamento?” — Esta é a pergunta mais frequente.
A resposta curta é: a Combination Edge alcança uma qualidade de acabamento superficial quase igual a uma de 4 canais de uso geral. Veja os dados de deflexão da parede e rugosidade superficial Ra medidos em testes de seminário.
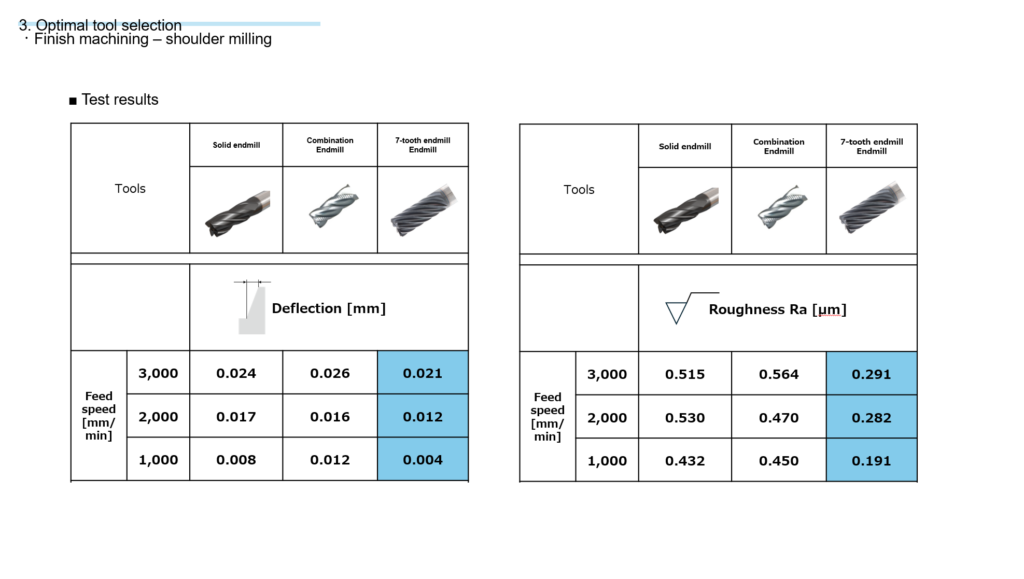
Comparação de Deflexão da Parede [mm]
| Taxa de Avanço | Uso geral 4 canais | Combination | Diferença | 7 canais (Referência) |
|---|---|---|---|---|
| 3.000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2.000 mm/min | 0.017 | 0.016 | −0,001 | 0.012 |
| 1.000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
Comparação de Rugosidade Superficial Ra [μm]
| Taxa de Avanço | Uso geral 4 canais | Combination | Diferença | 7 canais (Referência) |
|---|---|---|---|---|
| 3.000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2.000 mm/min | 0.530 | 0.470 | −0,060 | 0.282 |
| 1.000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
Aqui estão as principais conclusões dos dados:
① As diferenças de deflexão e Ra vs. a de 4 canais de uso geral são mínimas
A diferença máxima de deflexão é de 0,004 mm e a diferença máxima de Ra é de 0,049 μm. Ambas não são diferenças significativas para fins de usinagem prática. A uma taxa de avanço de 2.000 mm/min, a Combination Edge na verdade superou a de 4 canais (valores mais baixos) tanto em deflexão quanto em Ra.
② Um nível de acabamento completamente diferente em comparação com as fresas de desbaste
As fresas de desbaste consistem inteiramente em arestas de corte onduladas, deixando irregularidades superficiais que requerem uma operação de acabamento separada. As arestas de corte retas da Combination Edge suavizam a superfície, alcançando uma qualidade de acabamento que é inteiramente diferente das fresas de desbaste. Esta é a razão direta pela qual o “desbaste e acabamento em uma única ferramenta” é possível.
③ Não pode igualar uma ferramenta de acabamento dedicada de 7 canais, mas a aplicação é diferente
Para acabamento de alta precisão que requer Ra na faixa de 0,2 μm, uma ferramenta de 7 canais é o ideal. No entanto, para tolerâncias de acabamento típicas (em torno de Ra 0,5 μm), a Combination Edge é totalmente capaz. Além disso, como a Combination Edge pode passar diretamente do desbaste para o acabamento, as trocas de ferramentas e o setup são eliminados.
Resumo do Acabamento
Qualidade de acabamento superficial igual à de 4 canais de uso geral
O acabamento superficial da Combination Edge está no mesmo nível da de 4 canais de uso geral tanto em deflexão quanto em Ra. Não é apenas “uma ferramenta apenas para desbaste” — os dados provam que ela pode lidar com tudo, do desbaste ao acabamento, em uma única ferramenta. Para acabamento geral em torno de Ra 0,5 μm, não há necessidade de trocar ferramentas entre o desbaste e o acabamento.
Resumo da Seção 3 — Versatilidade cobrindo Slotting, Shoulder milling e acabamento
| Eixo de Comparação | vs. Uso geral 4 canais | vs. Fresa de desbaste |
|---|---|---|
| Eficiência de Slotting | Até 5,5× (548%) | Igual ou melhor (superior em canais profundos) |
| Eficiência de Shoulder milling | Até 3× (300%) | Igual (ap≤6 mm) |
| Supressão de Vibração | Esmagadoramente superior | Igual (superior no Slotting) |
| Qualidade de Acabamento Superficial | Igual (diferença mínima de deflexão/Ra) | Esmagadoramente superior |
| Consolidação de Ferramentas | — | Desbaste + acabamento em uma ferramenta |
A Combination Edge não é “uma ferramenta apenas para Slotting”. Eficiência esmagadora no Slotting, alta eficiência com supressão de vibração no Shoulder milling e acabamento superficial igual à de 4 canais de uso geral — é a única geometria de aresta que oferece alto desempenho em todos os três eixos.
4. Desempenho no mundo real: Estudos de caso de usinagem de usuários (5 histórias de sucesso + caso publicado)
Além dos dados de testes internos, todas as 5 avaliações de campo dos usuários resultaram em classificações de “vitória”. Apresentamos estudos de caso tanto da VEE-C (cabeça intercambiável) quanto da FinishMeister (sólida).
Visão Geral do Estudo de Caso
| # | Produto | Método de Usinagem | Material da Peça | Diâm. Ferr. | Máquina | Razão de Eficiência | Razão de Vida Útil |
|---|---|---|---|---|---|---|---|
| Caso 1 | FinishMeister | Shoulder milling (válvula) | SUS316 | φ12 | Máquina multitarefa | 3× | 15× |
| Caso 2 | FinishMeister | Shoulder milling (pistão) | FCD500 | φ25 | Grande M/C horizontal / HSK100 | 3× | Igual |
| Caso 3 | VEE-C | Shoulder milling | SS400 / 160HB | φ25 | M/C vertical / BT40 | 1,5× | 1,7× |
| Caso 4 | VEE-C | Slotting | SKD11 / 40HRC | φ12 | M/C vertical / BT50 | 2× | 2× |
| Caso 5 | VEE-C | Slotting | SUS430F | φ10 | M/C vertical / BT30 | 2,8× | Igual |
Destaque
Classificações de “Vitória” para VEE-C e FinishMeister
Seja com cabeça intercambiável ou sólida, a eficácia da Combination Edge está comprovada. Com até 3× de eficiência e até 15× de vida útil da ferramenta, melhorias significativas são alcançadas independentemente do tipo de produto.
Estudos de Caso FinishMeister
Caso 1 Usinagem de Válvula SUS316: 3× Eficiência, 15× Vida Útil da Ferramenta
Detalhes da Usinagem
- Método de usinagem: Shoulder milling (diâmetro externo da válvula)
- Material da peça: SUS316 (aço inoxidável)
- Diâmetro da ferramenta: φ12
- Máquina: Máquina multitarefa
- Indústria: Automotiva
Desafios
- A baixa rigidez de fixação da peça impedia o torneamento; anteriormente usinada com uma fresa de topo de metal duro de 4 canais
- Produtividade estagnada. Vida útil curta da ferramenta com ocorrência de vibração à medida que o desgaste progredia
Melhoria com FinishMeister
- Ferramenta utilizada: TEFS120B44-26C12-83 (AH725)
- Vc: 40→60 m/min, fz: 0,06 mm/z, ap=5 mm, ae: 1→2 mm — condições aumentadas
- MRR: 1,27 → 3,82 cm³/min (3× de eficiência)
- Comprimento de corte: 0,3 → 4,5 m (15× de vida útil da ferramenta)
- As arestas de corte onduladas reduziram a resistência ao corte, suprimindo a vibração mesmo com o progresso do desgaste
PONTO
3× de Eficiência e 15× de Vida Útil da Ferramenta — Grande Melhoria
Mesmo em um ambiente de baixa rigidez de fixação, as características de baixa resistência da Combination Edge alcançaram 3× de eficiência e 15× de vida útil da ferramenta. A vibração permanece suprimida mesmo com o aumento da velocidade de corte, permitindo uma usinagem estável sob condições agressivas.
Caso 2 Usinagem de Anel de Pistão FCD500: 3× Eficiência + Consolidação de Ferramentas

Detalhes da Usinagem
- Método de usinagem: Shoulder milling (fresamento-torneamento do diâmetro externo do pistão)
- Material da peça: FCD500 (ferro fundido nodular)
- Diâmetro da ferramenta: φ25
- Máquina: Grande centro de usinagem horizontal (#50 / HSK100)
- Indústria: Construção naval
Desafios
- Anteriormente utilizava duas fresas de topo — uma para desbaste e outra para acabamento
- O incômodo da troca de ferramenta e o tempo de ciclo eram problemas
Melhoria com FinishMeister
- Ferramenta utilizada: TEFS250E44-52C25CF121 (AH725)
- Vc: 79→120 m/min, fz: 0,07 mm/z, ap=30 mm, ae: 3→6 mm — condições aumentadas
- MRR: 25,35 → 77,01 cm³/min (3× de eficiência)
- Vida útil da ferramenta equivalente à anterior — sem problemas
- Desbaste e acabamento consolidados em uma única FinishMeister. Adotado para linha de produção em massa
PONTO
3× Eficiência + Consolidação de Ferramentas — Adotado para Produção em Massa
Consolidado de um setup de 2 ferramentas para uma única FinishMeister, alcançando 3× de eficiência. A vida útil da ferramenta permaneceu equivalente, levando à adoção na linha de produção em massa.
Estudos de Caso VEE-C
Caso 3 Substituição de Fresa de Desbaste: 1,5× Eficiência + Consolidação de Ferramentas
Detalhes da Usinagem
- Método de usinagem: Shoulder milling
- Material da peça: SS400 (160HB)
- Diâmetro da ferramenta: φ25
- Máquina: M/C vertical / BT40
Desafios
- Atualmente usando uma fresa de desbaste de metal duro de um concorrente
- Fresa de topo sólida limitada a 20 mm de profundidade de corte. Ocorrência de danos na aresta de corte
- Necessitava de ferramentas separadas para desbaste e acabamento
Melhoria com VEE-C
- Vc: 100→120 m/min, fz: 0,12→0,15 mm/z — condições aumentadas
- MRR: 61,12 → 91,67 cm³/min (aprox. +50%)
- Vida útil da cabeça: 3 peças por cabeça → 5 peças por cabeça (1,7×)
- Desbaste + acabamento consolidados em uma única VEE-C. Tempo de troca de ferramenta também reduzido
PONTO
1,5× Eficiência + 1,7× Vida Útil da Ferramenta + Consolidação de Ferramentas
A fresa de desbaste não conseguia oferecer qualidade de acabamento e exigia uma ferramenta de acabamento separada. A VEE-C consolidou desbaste + acabamento em uma única ferramenta, alcançando 1,5× de eficiência e 1,7× de vida útil simultaneamente.
Caso 4 Consolidado de 2 Ferramentas HSS para 1 VEE-C: 2× Eficiência, 2× Vida Útil

Detalhes da Usinagem
- Método de usinagem: Slotting
- Material da peça: SKD11 (40HRC)
- Diâmetro da ferramenta: φ12
- Máquina: M/C vertical / BT50
Desafios
- Atualmente usando setup de 2 ferramentas HSS: fresa de desbaste + fresa de acabamento HSS
- O incômodo da troca de ferramenta e o tempo de ciclo eram problemas
- Ferramentas HSS limitam a velocidade de usinagem
Melhoria com VEE-C
- Condição B: Vc=40, ap=4, ae=12, fz=0,03 → MRR: 3,06 → 6,11 cm³/min (2×)
- 5 peças por cabeça (2× vida útil da ferramenta)
- Desbaste e acabamento consolidados em uma única VEE-C → Não são necessárias trocas de ferramentas
PONTO
2× Eficiência, 2× Vida Útil — Grande Melhoria
Consolidado de um setup de 2 ferramentas HSS para uma única VEE-C. 2× de eficiência e 2× de vida útil — uma grande melhoria. Usinagem estável mesmo em SKD11 com alta dureza de 40HRC.
Fonte: TR78848
Caso 5 Profundidade de Corte Dobrada para Reduzir o Tempo de Ciclo

Detalhes da Usinagem
- Método de usinagem: Slotting & Shoulder milling
- Material da peça: SUS430F
- Diâmetro da ferramenta: φ10
- Máquina: M/C vertical / BT30
Desafios
- A vibração com a atual fresa de metal duro do concorrente limitava a profundidade de corte (ap) alcançável
- Dificuldade em aumentar as condições em um ambiente BT30 de baixa rigidez
Melhoria com VEE-C
- Profundidade de corte aumentada de ap=1 mm para 2 mm
- Teste 3: Vc=66, ap=2, ae=10, fz=0,05 → MRR: 8,40 cm³/min
- Vida útil da ferramenta equivalente à anterior mantida, qualidade de acabamento superficial também equivalente. O som de corte foi silencioso
PONTO
Profundidade de Corte Dobrada para Reduzir o Tempo de Ciclo
Aproveitando a resistência à vibração da VEE-C para reduzir o tempo de ciclo. Usinagem estável sob condições agressivas mesmo em uma máquina BT30 de baixa rigidez.
Estudo de Caso Publicado: Kondo Iron Works × FinishMeister Combination Edge
Os 5 casos acima são baseados em relatórios de testes internos, mas também há uma história de sucesso oficialmente publicada.

A Kondo Iron Works Co., Ltd. (Cidade de Inuyama, Província de Aichi) é especializada na usinagem de componentes de máquinas-ferramenta e máquinas de construção. A empresa introduziu a fresa de topo sólida Combination Edge FinishMeister φ12 em uma máquina multitarefa, alcançando resultados significativos.
| Produto Utilizado | FinishMeister φ12 (Fresa de topo sólida Combination Edge) |
|---|---|
| Detalhes da Usinagem | Shoulder milling e Slotting de seção cilíndrica de eixo (assento de parafuso, rasgos de chaveta) |
| Material da Peça | S45C |
| Máquina | Máquina multitarefa (usinagem de múltiplas faces com fixação única) |
| Desafio | Em máquinas multitarefa, o longo balanço da fresa de topo causa vibração → impossibilidade de aumentar as condições de corte |
| Condições de Corte | Vc=100 m/min, f=0,26 mm/rev (fz=0,065), ap=7–8 mm, ae=12 mm |
Resultados:
- Tempo de usinagem reduzido — A supressão de vibração da Combination Edge permitiu a usinagem com alta profundidade de corte. Menos passadas reduziram o tempo de ciclo
- Consolidação de ferramentas — Capacidade de desbaste mais qualidade de acabamento em uma única ferramenta. Desbaste e acabamento consolidados em uma única ferramenta
Comentários do Gerente da Planta
“Entregou resultados significativos na usinagem com longo balanço, onde a vibração é propensa a ocorrer”
“Reduziu o tempo de usinagem ao diminuir o número de passadas de corte”
“Configuramos o comprimento do balanço da ferramenta mais longo para permitir também o compartilhamento de ferramentas entre setups”
A VEE-C é um produto que adota a mesma Combination Edge comprovada na Kondo Iron Works em um formato de cabeça intercambiável. FinishMeister sólida e VEE-C de cabeça intercambiável — escolha entre 2 linhas com base na sua aplicação e economia.
Resumo — Suprima a vibração e siga para o próximo corte
Este artigo apresentou as capacidades da Combination Edge da Tungaloy através de sua estrutura, dados e estudos de caso. Aqui estão os pontos principais:
- O maior desafio no fresamento de topo é a “vibração” — 25% dos entrevistados do chão de fábrica classificaram-na como nº 1 em uma pesquisa do mundo real
- A Combination Edge é uma geometria única — Arestas onduladas suprimem a vibração, arestas retas suavizam a superfície
- Comprovada em 874 condições de teste — Até 5,5× de eficiência no Slotting, até 3× no Shoulder milling. Acabamento superficial igual à de 4 canais de uso geral
- Todos os 5 estudos de caso de usuários classificados como “vitória” — Até 3× de eficiência, até 15× de vida útil da ferramenta
- Comprovada em máquinas BT30, BT40 e multitarefa — Usinagem estável mesmo em máquinas de baixa rigidez com longo balanço
- Desbaste e acabamento em uma única ferramenta — A consolidação de ferramentas reduz o tempo de setup e os custos
- Gama de produtos de 2 linhas cobre todas as aplicações — VEE-C (cabeça intercambiável) e FinishMeister (sólida)
Se você está lidando com a melhoria da eficiência do Slotting, contramedidas de vibração ou consolidação de ferramentas, experimente a Combination Edge.