
Este é o caminho para o sucesso percorrido pelos representantes de vendas da Tungaloy juntamente com seus clientes.
Alcançando 48 Horas de Operação Autônoma no Fim de Semana! Qual Ferramenta de Chamfering Resolveu o Gargalo que Bloqueava a Fabricação sem Supervisão?
Cooperação na EntrevistaTsubakimoto Mayfran Inc.


Representante de Vendas da Tungaloy
Takahiko MurataTakahiko Murata
- Cidade Natal
- Cidade de Kyoto, Prefeitura de Kyoto
- Carreira
- Ingressou em janeiro de 1987 (contratação em meio de carreira). 36º ano.
- Hobbies
- Comecei a praticar corrida de esqui alpino no ensino fundamental e ainda compito ativamente hoje.
Durante a entressafra, é tudo sobre golfe.
Qualquer pessoa envolvida em corte de metal já viu um “transportador de cavacos” pelo menos uma vez. Desta vez, apresentamos um estudo de caso de melhoria relacionado a transportadores de cavacos.
A Tsubakimoto Mayfran Inc., com sede na cidade de Koka, Prefeitura de Shiga, foi estabelecida em 1973 como uma joint venture entre a Tsubakimoto Chain Co. e a Mayfran International. Em 1974, a empresa iniciou a produção de seu transportador de cavacos “ChipTote”. Desde então, a empresa desenvolveu uma ampla gama de produtos de movimentação de materiais e agora é amplamente conhecida como fabricante abrangente de equipamentos de movimentação de materiais e processamento de fluido de corte.
A Tsubakimoto Mayfran Inc. continua a fornecer produtos e serviços da mais alta qualidade para conquistar satisfação e confiança dos clientes globalmente no campo de “movimentação e processamento” de “cavacos metálicos, fluido de corte e resíduos sólidos”.
Índice
- Projeto de Fabricação Interna de Pinos de Correia
- O Processo Gargalo que Bloqueia a Operação Autônoma
- Soluções para o Processo Gargalo
- Fresa de Cabeça Intercambiável TungMeister: Amplas Variações de Cabeça de Chamfering
- Alcançando Operação Autônoma de 48 Horas no Fim de Semana
- Rumo a uma Operação Autônoma Ainda Mais Longa
Projeto de Fabricação Interna de Pinos de Correia
A Tsubakimoto Mayfran Inc. fabrica transportadores—seu produto principal—em sua fábrica sede na cidade de Koka, Prefeitura de Shiga. A fábrica sede é a planta matriz que cuida de tudo, desde trabalho em chapas metálicas até soldagem, montagem e pintura em um processo integrado de produção de transportadores. Foi durante esse período que surgiu um problema com a aquisição de pinos de correia, um dos principais componentes do transportador. Anteriormente, a fábrica sede não realizava quase nenhuma operação de corte de metal, e os pinos de correia que exigiam usinagem eram terceirizados para produção. No entanto, tornou-se difícil para o subcontratado continuar a produção. Para resolver esse problema, foi lançado um projeto de fabricação interna de pinos de correia. O Sr. Ichihashi do Departamento de Engenharia de Produção, que possuía profundo conhecimento em corte de metal, foi nomeado líder do projeto.

“Ao trazer a produção de pinos de correia, anteriormente terceirizada, para dentro da nossa fábrica sede, poderíamos obter muitos benefícios, então decidimos prosseguir com a fabricação interna. A produção interna permite planejamento de produção flexível de acordo com a demanda e facilita a produção em pequenos lotes. Ao terceirizar, precisávamos manter grandes estoques de componentes (trabalho em andamento) devido aos tamanhos de lote de pedidos e prazos de entrega. Ao fabricar internamente, podemos ajustar flexivelmente os cronogramas de produção e tamanhos de lote para atender aos requisitos dos clientes. A implementação da produção just-in-time resultou em uma redução significativa no estoque de componentes.”
Este foi um projeto importante com melhorias esperadas na eficiência de produção.
“Além das expectativas de redução de prazo de entrega e redução de estoque, também estabelecemos a competitividade de custos como meta para este projeto de lançamento. Considerando os custos de produção, a fabricação no exterior era uma opção, mas produzir componentes na fábrica sede—o local de montagem final—é ideal em termos de prazos de transporte (produção local para consumo local). Portanto, estabelecemos a meta de construir uma linha de fabricação com competitividade de custos que possa igualar a produção no exterior mesmo com fabricação nacional. Acreditávamos que a chave para alcançar a competitividade de custos era ‘automação e operação autônoma estendida’.”
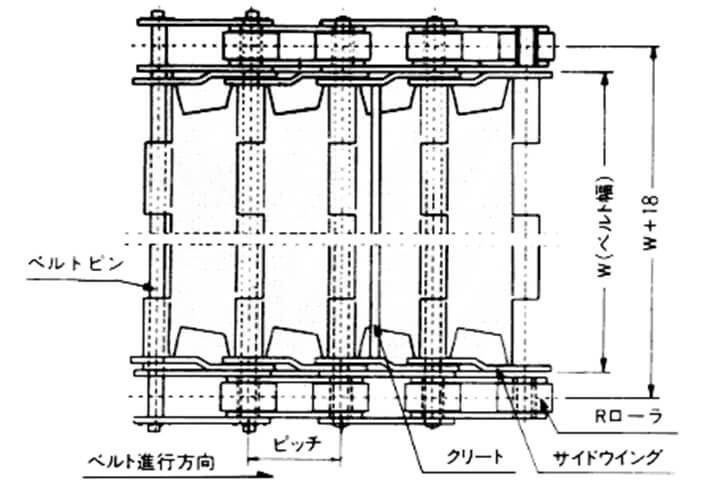
Aparência e Estrutura do Transportador de Correia de Aço Tipo Dobradiça
Aparência dos Pinos de Correia

O Processo Gargalo que Bloqueia a Operação Autônoma
Para alcançar as metas estabelecidas, a construção da linha progrediu. Como os pinos de correia são peças cilíndricas longas, foi adotado um alimentador de barras para fornecimento de material. Além disso, para automatizar o reaperto de peças longas e a usinagem de ambas as extremidades, foi selecionado um torno NC com sub-eixo, automatizando tudo, desde o carregamento da peça, usinagem até o descarregamento da peça.
Os pinos de correia vêm em vários modelos com diferentes diâmetros e comprimentos. Programas de usinagem foram criados e verificados para cada modelo, e a inicialização dos primeiros componentes usinados da fábrica foi concluída com sucesso.
Embora a inicialização da usinagem tenha sido concluída com sucesso, a outra meta—alcançar operação autônoma estendida—ainda não havia sido atingida. As ferramentas usadas em dois processos tinham vida útil curta, e a alta frequência de trocas de ferramentas tornava impossível a operação estendida.
“Nosso objetivo era usinar modelos com lotes de produção relativamente grandes por meio de operação autônoma durante feriados. Por exemplo, concluir a configuração ao sair na sexta-feira e iniciar a usinagem. Se pudéssemos executar usinagem autônoma durante o fim de semana (sábado e domingo), isso contribuiria significativamente para a eficiência de produção da linha e os custos de produção. Para alcançar isso, precisávamos realizar aproximadamente 48 horas de operação autônoma, mas problemas de vida útil da ferramenta nos processos gargalo nos impediram de atingir a meta.”
Processos Gargalo na Usinagem de Pinos de Correia
Processo Gargalo 1: Parting / Torneamento de Acabamento de Face Final
Como a produção usava um alimentador de barras, o processo de parting era uma das principais operações. Além disso, devido às limitações no número de ferramentas e estações de torre necessárias para usinar vários modelos, a ferramenta de parting também foi usada para acabamento de face final para consolidar o uso da ferramenta.
Processo Gargalo 2: Furação Piloto + Chamfering
Para melhorar a precisão da posição do furo, a furação piloto foi realizada antes da usinagem do furo. Como esses furos exigiam chanfro em C, o processo foi projetado para usar uma ferramenta de chamfering de 90° acionada mais profundamente antecipadamente para combinar furação piloto e chamfering em uma única operação.
Imagem de Usinagem do Processo “Furação Piloto + Chamfering”
- Processo 1
Furação Piloto + Chamfering

- Processo 2
Drilling
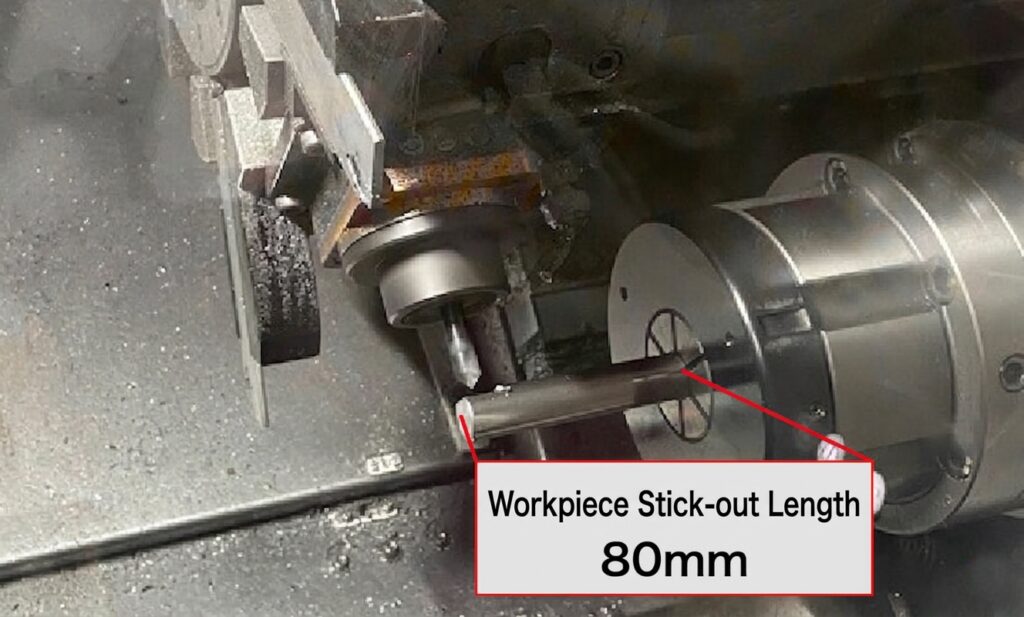
“O processo que senti ser especialmente problemático foi este processo de ‘furação piloto + chamfering’. Devido à interferência entre a caixa do mandril que segura a peça e a unidade de ferramenta rotativa, bem como às limitações da faixa de fresagem da máquina, a peça precisava se projetar aproximadamente 80 mm para operações de fresagem. Além disso, como a usinagem ocorria perto da face final, tinha que ser feita em uma configuração em balanço. Com a peça em um estado de baixa rigidez, a usinagem tornou-se instável. A vibração foi particularmente pronunciada em modelos de pinos de correia de diâmetro menor, resultando em chanfros com formas de furo irregulares.”
“Havíamos solicitado melhorias de ferramentas de vários fabricantes e estávamos trabalhando em melhorias de ferramentas. Mandamos fazer ferramentas personalizadas por um fabricante e realizamos testes, mas estávamos lutando para encontrar uma ferramenta que proporcionasse a melhoria de que precisávamos.”
A meta de operação autônoma estendida havia chegado a um beco sem saída.
Torno NC com Alimentador de Barras e Sub-Eixo Usado para Usinagem de Pino Central

Vista do Processo “Furação Piloto” + “Chamfering”
Soluções para o Processo Gargalo
Foi por volta dessa época que o Sr. Ichihashi e Murata do Escritório de Vendas de Kyoto da Tungaloy se encontraram pela primeira vez.
Uma solicitação de consulta sobre usinagem com um produto de broca que o Sr. Ichihashi havia selecionado chegou a Murata por meio de um distribuidor. Quando Murata visitou o Sr. Ichihashi, ele soube dos desafios que o Sr. Ichihashi estava enfrentando.
“Para a melhoria da ferramenta de parting/torneamento de face final, propus o TungCut. O TungCut apresenta um assento de inserto exclusivo em forma de arco que fornece forte resistência a forças laterais, tornando-o uma série de ferramentas de ranhura/parting capaz não apenas de parting, mas também de operações de torneamento. Selecionei o AH7025, nossa classe mais recente, para o inserto. Como essa classe já havia proporcionado excelentes resultados em outros clientes, recomendei testar com ela.”
“Quando testamos o AH7025, alcançamos extensão da vida útil da ferramenta e resolvemos um dos processos gargalo. Originalmente, usávamos fluido de corte para usinagem do ponto de vista da vida útil da ferramenta e qualidade do acabamento superficial. No entanto, usar fluido de corte requer substituição periódica devido à degradação da qualidade da água, e descartá-lo como óleo residual levanta as preocupações ambientais que se tornaram cada vez mais problemáticas recentemente. Queríamos estabelecer usinagem a seco sem fluido de corte. Nesse aspecto, o AH7025 proporcionou qualidade de acabamento superficial satisfatória mesmo em usinagem a seco, ao mesmo tempo em que alcançava suficientemente a vida útil da ferramenta almejada. Ficamos honestamente impressionados com sua tecnologia de ferramentas.”
“Para o outro processo gargalo—’furação piloto + chamfering’—antecipei que seria uma melhoria difícil, dadas as condições de peça de pequeno diâmetro e longo balanço. Como a ferramenta de cabeça intercambiável TungMeister oferece uma ampla variedade de cabeças de chamfering, explorei se poderíamos selecionar a cabeça ideal para usinagem de pinos de correia a partir dessa linha.”

Fresa de Cabeça Intercambiável TungMeister: Amplas Variações de Cabeça de Chamfering
A fresa de cabeça intercambiável TungMeister oferece uma extensa linha de cabeças além de cabeças quadradas, incluindo cabeças de alto avanço, ponta esférica, chamfering, drilling e tipo ranhura. A linha de ferramentas de chamfering em particular apresenta cabeças de chamfering com características distintamente diferentes.

“Entre os vários tipos de cabeça disponíveis, selecionei o tipo VDS—o design de corte mais afiado e de menor resistência—para esta aplicação.”
As cabeças de chamfering TungMeister estão disponíveis em três tipos: o “tipo VCP com design prensado para custo-benefício”, o “tipo VCA com design de múltiplas arestas para produtividade” e o “tipo VDS com design de ângulo de hélice alto para corte de baixa resistência”.
“Selecionei o tipo VDS esperando que seu grande ângulo de hélice e design de baixa resistência fossem adequados para esta aplicação. Além disso, quando examinei as ferramentas de chamfering concorrentes que a Tsubakimoto Mayfran estava usando, nenhuma tinha afinamento aplicado à aresta de corte. Pensei que usar o tipo VDS com seu recurso de afinamento reduziria a thrust force, suprimindo assim a deflexão da peça mesmo em peças de baixa rigidez.”
Linha de Cabeças de Chamfering TungMeister

Tipo VCP com Custo-Benefício (com aresta de corte central)

Tipo VCA Focado em Produtividade (sem aresta de corte central)

Tipo VDS Focado em Nitidez (com aresta de corte central)
Características do Tipo VDS
- Vista Frontal da Cabeça VDS
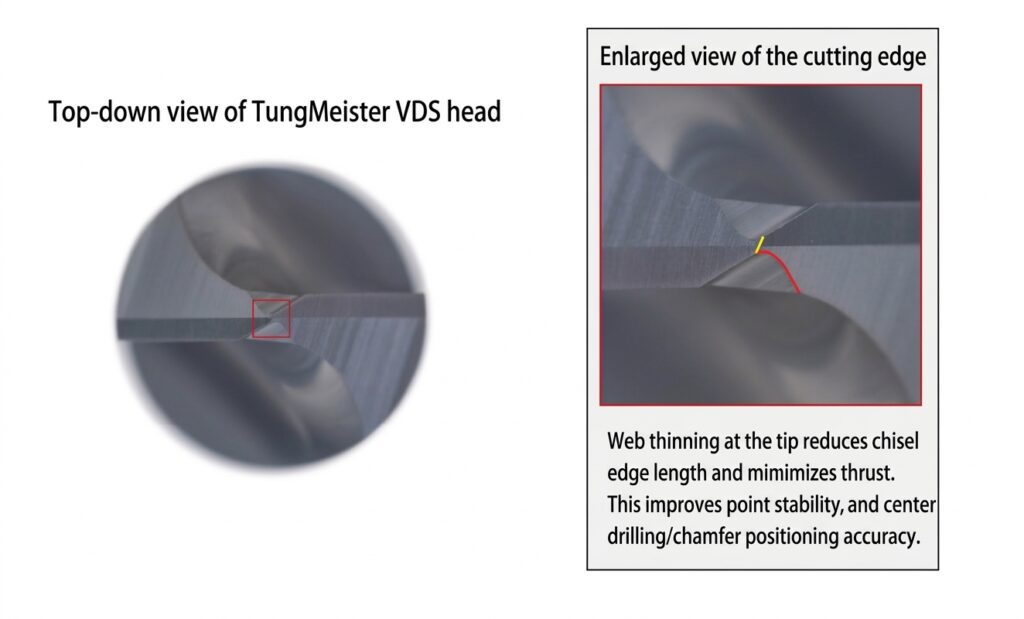
- Cabeça VDS

Alcançando Operação Autônoma de 48 Horas no Fim de Semana
Com altas expectativas de sucesso, os testes começaram. Enquanto a ferramenta convencional estava usinando com vibração, o tipo VDS suprimiu significativamente a ocorrência de vibração. Após confirmar a usinagem estável, o teste passou para um teste de produção em execução. Os resultados do teste mostraram:
- Vida útil da ferramenta estendida para 3.000 peças—5 vezes a configuração de vida útil da ferramenta anterior de 600 peças
- A área chanfrada, que anteriormente tinha uma forma irregular, tornou-se uma forma circular limpa, melhorando a qualidade do produto
Essas foram melhorias significativas.
“Os resultados da usinagem com esta ferramenta foram uma série surpreendente de novas descobertas. Resolver os dois processos gargalo e alcançar operação autônoma de 48 horas no fim de semana contribuiu muito para melhorar a produtividade na linha de usinagem de pinos de correia. A usinagem de pinos de correia usando máquinas de uso geral ainda não foi alcançada nem no exterior, então acredito que esta nova linha foi construída com competitividade de custos que pode igualar a produção no exterior.”
“Além da estabilidade de usinagem melhorada e vida útil da ferramenta estendida, também apreciamos a facilidade de troca de ferramenta com o TungMeister. Com ferramentas sólidas, cada troca de ferramenta exigia afrouxar e reapertar o mandril, ajustar o comprimento de balanço da ferramenta e fazer correções de deslocamento de comprimento da ferramenta no programa NC. Também havíamos usado ferramentas de chamfering com fixação de cabeça tipo parafuso, mas houve incidentes em que parafusos foram derrubados e perdidos dentro da máquina durante a remoção. O TungMeister, que permite a substituição da cabeça usando apenas uma chave sem remover o corpo, também levou a melhorias nas operações de troca de ferramenta.”
Os benefícios exclusivos das ferramentas de cabeça intercambiável em tornos—onde as trocas de ferramentas dentro da máquina são frequentes—foram claramente apreciados.

Chanfro Usinado Usando Cabeça Tipo VDS TungMeister

Pontos-Chave de Melhoria
-
Cabeça de Chamfering de Baixa Resistência Tipo VDS Usada para “Furação Piloto” + “Chamfering” em Condições de Baixa Rigidez da Peça — Alcançou Usinagem Estável e Melhorou Drasticamente a Vida Útil da Ferramenta
A cabeça tipo VDS apresenta um design de ângulo de hélice alto e geometria de aresta de corte afinada. Ela reduz a resistência de corte e suprime a deflexão da peça, permitindo usinagem estável mesmo em condições de baixa rigidez.
-
Resolver Processos Gargalo Permitiu Produção Autônoma de 48 Horas
A usinagem estabilizada melhorou significativamente a vida útil da ferramenta. Reduzir a frequência de troca de ferramenta contribuiu para estender o tempo de operação autônoma.
Rumo a uma Operação Autônoma Ainda Mais Longa
A Tsubakimoto Mayfran não está satisfeita com as melhorias atuais e já está avançando para aprimoramentos adicionais.
“Agora que os dois processos gargalo foram resolvidos, um processo de usinagem diferente—usinagem de face—tornou-se o gargalo atual. Ao melhorar este processo, queremos desafiar 60 horas de operação autônoma a seguir.”
Ao ouvir a próxima meta, Murata respondeu:
“Semelhante ao processo ‘furação piloto + chamfering’, a usinagem de face também envolve condições de baixa rigidez. Aqui também, quero buscar usinagem estável e vida útil da ferramenta estendida selecionando uma fresa com a menor resistência de corte possível.”
“Desde que ingressei nesta empresa, valorizo o lema ‘Uma dificuldade é uma oportunidade’ ensinado a mim por um colega sênior. Como neste caso, às vezes as coisas correm bem, mas também há momentos em que a usinagem não sai conforme planejado e surgem problemas. No entanto, em vez de desistir facilmente, acredito que o mais importante é explorar se há outras ideias ou medidas de melhoria e continuar desafiando. Sinto que resolver problemas em casos particularmente difíceis fortalece o relacionamento de confiança subsequente com o cliente.”
Murata está comprometido em apoiar o próximo desafio de alcançar operação autônoma de 60 horas também.
“Há muitas coisas na usinagem que você só pode entender realmente tentando. Pretendemos continuar nos desafiando sem sermos limitados por conceitos existentes.”
O Sr. Ichihashi compartilhou suas aspirações para o próximo desafio.
Na Tungaloy, continuaremos a nos esforçar para apoiar os profissionais de fabricação que estão enfrentando novos desafios todos os dias.

Esquerda: Sr. Daisuke Kuroiwa, Chefe de Seção, Departamento de Fabricação, 1ª Seção de Fabricação
Direita: Sr. Junpei Ichihashi, Departamento de Engenharia de Produção
Produtos Apresentados Neste Artigo
Selecione a ferramenta ideal a partir de uma gama diversificada de geometrias de ferramentas para melhorar a eficiência de usinagem
TungMeister
Reduza drasticamente o tempo de troca de ferramenta