


FRAISAGE
GRANDE-AVANCE
Des technologies avancées pour des usinages accélérés
![]()

PRINCIPE DU FRAISAGE GRANDE-AVANCE
Les caractéristiques du Fraisage Grande Avance
D'abord utilisé dans l'industrie des matrices et des moules, le fraisage à avance élevée est une méthode d'usinage qui associe une faible profondeur de coupe (AP) à une vitesse d'avance élevée jusqu'à 2,0 mm par dent. Cette combinaison maximise la quantité de métal retirée d'une pièce et augmente le nombre de pièces finies dans un temps donné.
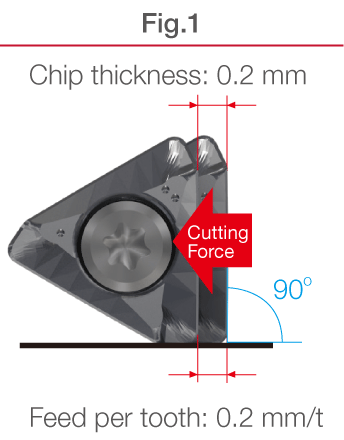
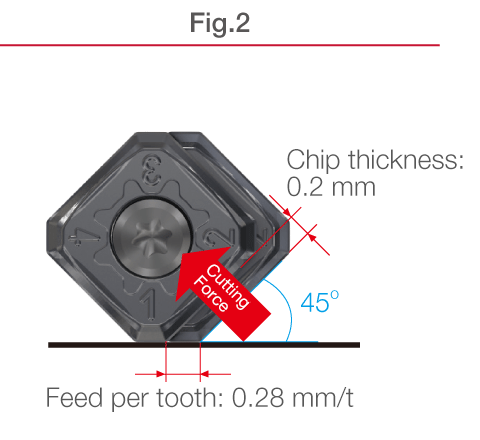
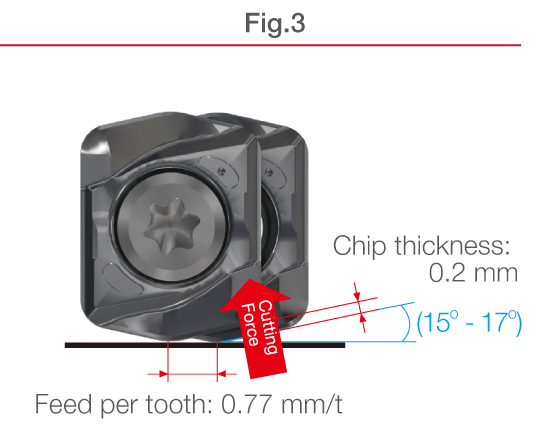
Le principe de l’UGA est basé sur l'effet « d’amincissement des copeaux». L'épaisseur d’un copeau dépend de l'angle d’attaque d'une fraise. Une fraise avec un angle d’attaque de 90 ° ne permet pas d’amincir les copeaux car l'avance par dent de 0,2 mm crée des copeaux de 0,2 mm d'épaisseur (Fig.1). Dans le cas d'une fraise à angle d’attaque à 45 °, les copeaux de 0,2mm d'épaisseur sont générés par une avance par dent à 0,28 mm (Fig.2), cette avance plus importante permet de réduire le temps de cycle. La figure 3 montre l'effet d'amincissement des copeaux de la fraise DoFeed, la gamme UGA la plus vendue de Tungaloy, où l'avance par dent de 0,77 mm génère également des copeaux de 0,2 mm d'épaisseur. Une telle augmentation de l’avance par dent aidera les utilisateurs à réduire les temps de cycle de moitié, voire plus.
Les faibles efforts de coupe sont un autre avantage du l’UGA. L'angle d’attaque de la fraise décide de la direction des efforts de coupe. Une fraise à 90 ° (Fig. 1) produira des efforts de coupe qui agiront perpendiculairement à la broche, exerçant une pression incroyable sur l'outil. Comme pour une fraise à 45 ° (Fig. 2), les efforts de coupe agissent contre la broche avec un angle de 45 °. Avec DoFeed, les efforts de coupe sont presque parallèles à la broche en raison de son faible angle d’attaque (Fig. 3), ce qui signifie qu'il y a moins de pression sur la broche.
GUIDE DE SÉLECTION DES OUTILS
Sélectionnez une application pour trouver la bonne référence
| ★: Convient le mieux ☆: Convient ★: Peut convenir |
TungForceFeed | DoFeed | MillQuadFeed | DoTwistBall | DoFeedQuad | TungMeister | |
|---|---|---|---|---|---|---|---|

|
|
|
|

|

|
||
| Diamètre outil | ø8 - ø25 | ø16 - ø200 | ø25 - ø160 | ø20 - ø63 | ø50 - ø125 | ø10 - ø20 | |
| Prof. de passe (APMX) | 0.5 | 1 / 1.5 | 1 / 1.5 / 2 / 2.5 | 1.3 / 2 | 2 | 0.6 - 2.2 | |
| Angle d’attaque | 12º | 17º / 15º | 7º / 12º / 10º / 14º | 20º / 25º | 13º | R | |
| Nb d’arêtes (plaquette) | 2 | 4 | 4 | 4 | 8 | 1 | |
| Taille de la broche | BT30 / SK30 / CAT30 |
||||||
| BT40 / SK40 / CAT40 |
|||||||
| BT50 / SK50 / CAT50 |
|||||||
| Applications | Surfaçage |
☆ | ★ | ★ | ☆ | ☆ | ★ |
Epaulement |
☆ | ★ | ☆ | ☆ | ☆ | ||
Epaulement R |
★ | ★ | |||||
Rainurage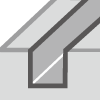 |
☆ | ★ | ★ | ★ | ★ | ||
| Rainurage R |
★ | ★ | |||||
Copiage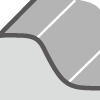 |
☆ | ☆ | ☆ | ☆ | ★ | ||
Poche |
☆ | ★ | ☆ | ★ | ☆ | ||
Ramping |
☆ | ★ | ☆ | ★ | ☆ | ||
Plongée |
★ | ☆ | ★ | ☆ | ★ | ||
Long porte-à-faux |
☆ | ☆ | ★ | ★ | ☆ | ☆ | |
Aux chocs |
☆ | ☆ | ★ | ☆ | ☆ | ★ | |
Paroi mince |
☆ | ★ | ★ | ★ | ★ | ☆ | |
![]()
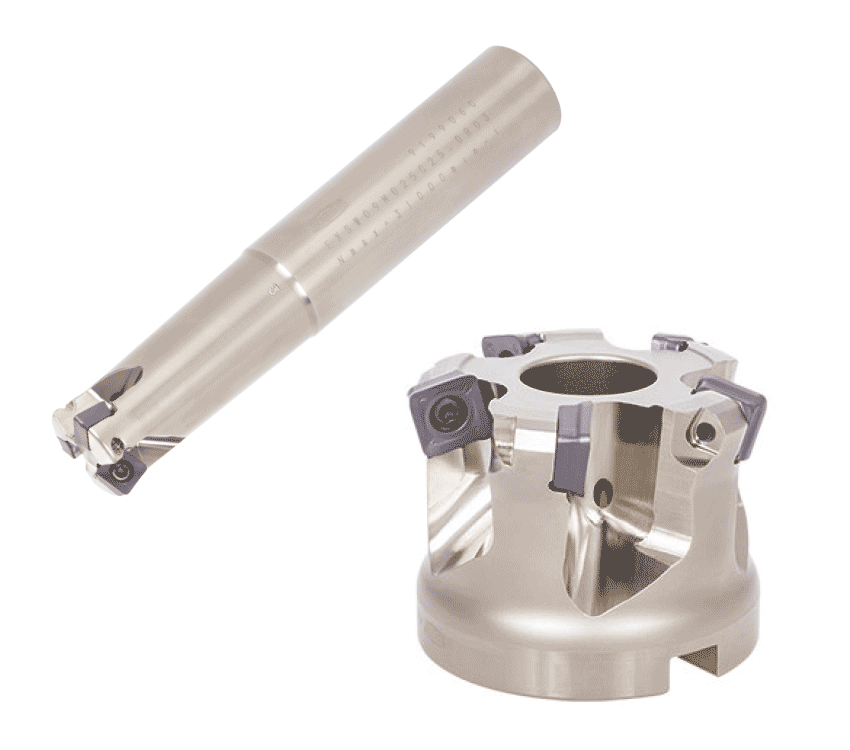
Fraises UGA à laconception robustepour de petits diamètres
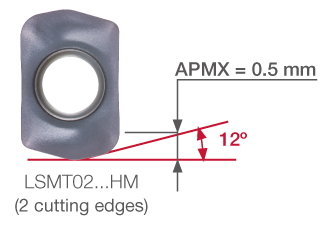
- - Un rayon de plaquette robuste pour les opérations à grande avance.
- - Une productivité incroyable grâce à des outils dotés d’un très grand nombre de dents.
- - Possibilité d’utiliser, sur les mêmes outils, des plaquettes de rayon de 2 mm.
- - Avance maximale : 0.8 mm/dent
![]()
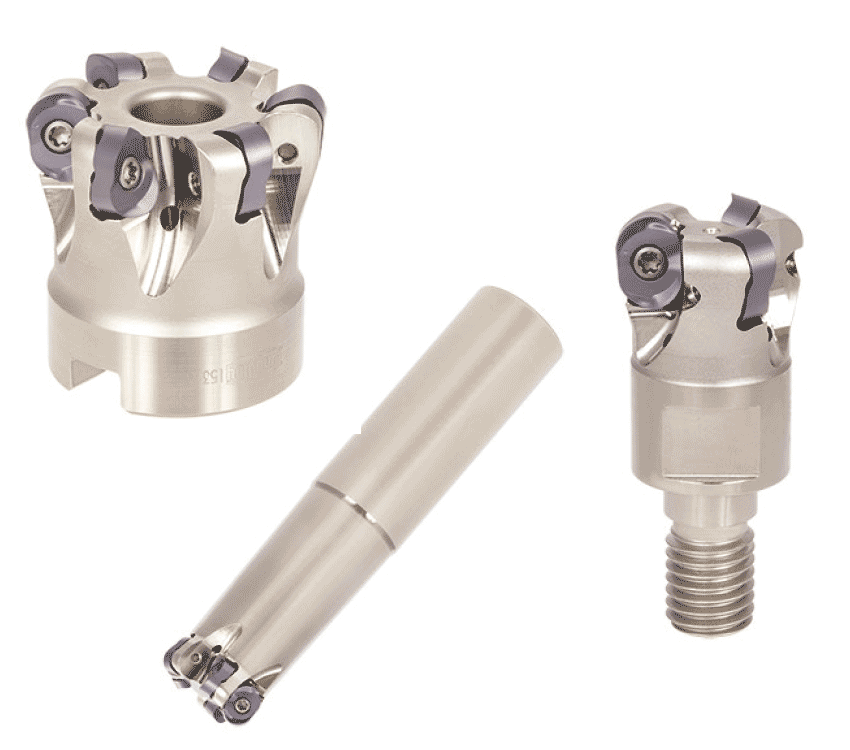
L’art de lapolyvalence

- - Parfait pour le ramping, les plongées, l'agrandissement de trous, le rainurage, le perçage et le fraisage d'épaulement dans un large éventail d'industries.
- - Évacuation efficace des copeaux et un minimum de vibrations
- - Productivité élevée grâce à la conception à pas fin
- - Avance maximale : 1.5 mm/dent
![]()
Une gamme polyvalente avec une conception unique des plaquettes permettant dechanger les angles d’attaque
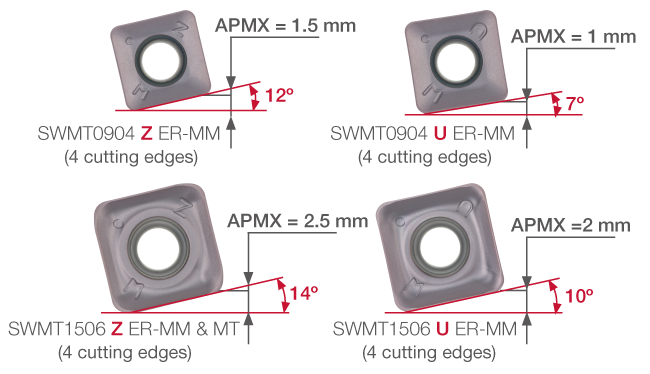
- - Deux types de plaquette s'adaptent sur le corps de fraise, offrant deux angles d’attaque différents.
- - Plaquette ZER : Pour une utilisation générale avec de faibles efforts de coupe
- - Plaquette UER : Convient aux matières difficiles à usiner et à l'usinage avec un long porte-à-faux.
- - Avance maximale : 2 mm/dent
![]()
La torsion unique de la plaquette garantit unestabilité et une productivité maximales.
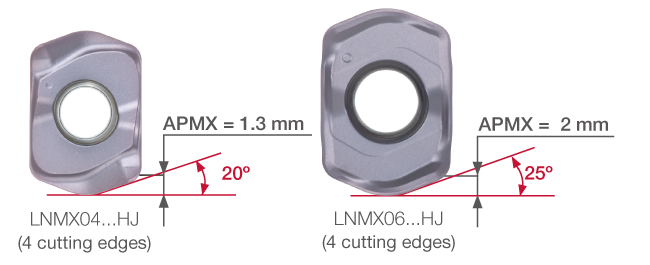
- - Possibilité d’utiliser, sur les mêmes outils, des plaquettes de rayons 4, 5 et 6 mm.
- - Une grande efficacité d’usinage avec un AP plus important de 30%.
- - Avance maximale : 1.3 mm/dent
![]()
Solution économiquepour les opérations de surfaçage en ébauche.
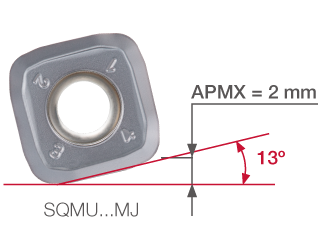
- - Le serrage en queue d'aronde empêche les plaquettes de se soulever pendant les grosses opérations d'ébauche.
- - Avance maximale : 2 mm/dent
![]() VFX
VFX
Embouts de fraisage carbure interchangeables
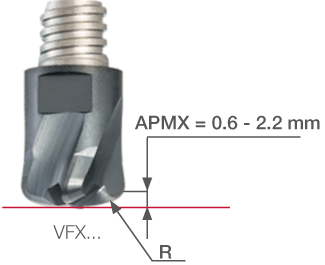
- - Une répétabilité très précise
- - Réduit considérablement les temps de changement d'outil
- - Avance maximale : 1 mm/dent