ワイパーインサート -SW / -FW 加工プログラム補正について
ワイパーインサート SW/FW の補正に関する補足資料
補正① , ④ 工具オフセット (刃先位置のX 軸/Z 軸方向の補正量)
工具オフセットの必要性について 例: DNMG150412 形状の場合
工具オフセットにより、X 軸,Z 軸方向の削り残しは抑制できますが、ノーズR 部で食い込みが発生します。これを防止するためにR 加工、テーパー加工においては、それぞれ加工プログラムの補正が必要になります。
ワイパー刃先
ISO 刃先
ワイパー刃先オフセット前
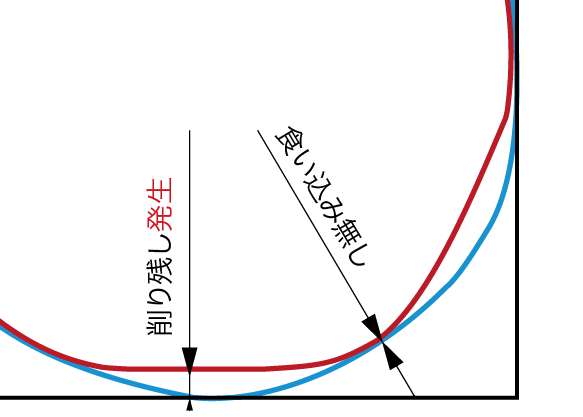
ワイパー刃先はISO刃先の内側
⇒ノーズR部は食い込み無し。
刃先位置が異なるため、削り残しが発生。
ワイパー刃先オフセット後
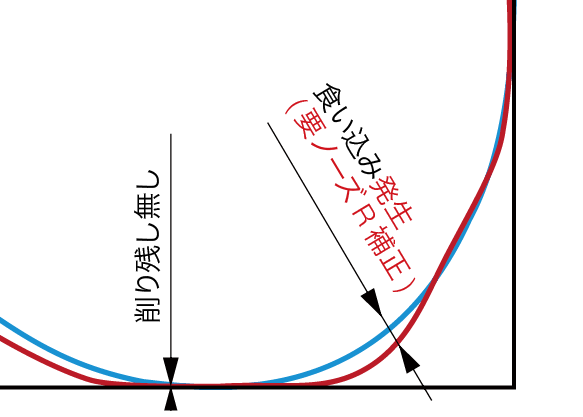
ワイパー刃先はISO刃先の外側
⇒外径,端面方向はISO刃先と同じ位置。
ノーズR部で食い込みが発生するため、R 加工、テーパ加工時には各プログラム補正が必要。
補正③ , ⑥ R 加工時のプログラム補正(補正① , ④の工具オフセット実施後) (単位: mm)
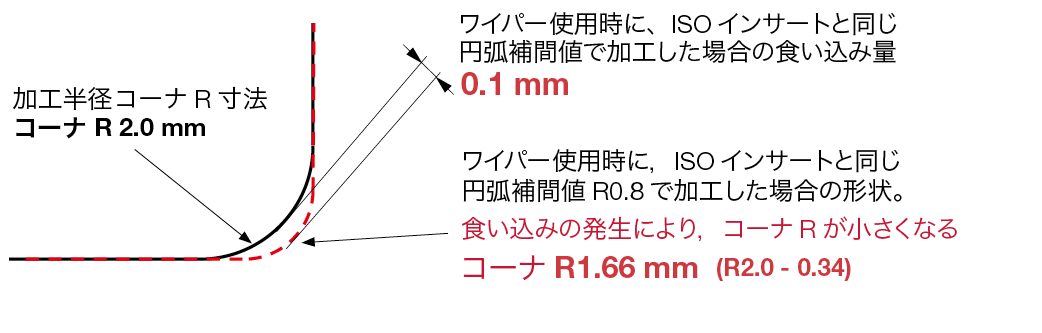
R 補正について 例:DNMG150412 形状の場合
例:加工半径コーナR = 2.0 mm を、ノーズR = 1.2 mm で行う場合
ISO インサート(DNMG150412-**)の場合
NC プログラムの円弧補間(G2 / G3) で、
円弧補間値 R0.8 をインプットする。
ワイパーインサート
(DNMG150412-SW/-FW) の場合
NC プログラムの円弧補間(G2/G3) で、ISO の円弧補間値 R0.8 に、このインサートのR 補正量+0.34 を加えたR1.14 をインプットする。