ワイパーインサート -SW / -FW 加工プログラム補正について
インサート形状 DNMG / TNMG -SW / -FW の補正
補正④ , ⑥ 内外径、端面加工、R 加工
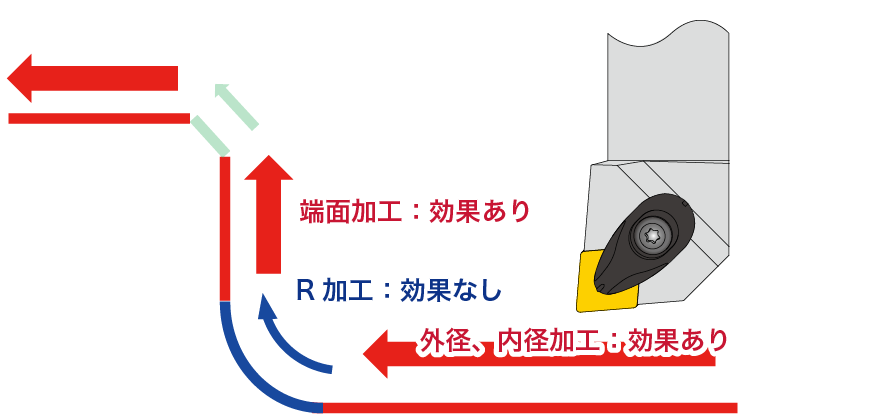
以下の補正④ , ⑥について、NC プログラムの補正を行ってください。
補正④ 工具オフセット ( 刃先位置のX 軸/Z 軸方向の補正量 )
各インサート形状、ホルダ刃型では、下表に示す値の補正を行ってください。 (単位: mm)
※ワイパーインサートへの交換後、刃先位置を設備のツールプリセッター等で補正する場合は、本補正は不要です。
DNMG-SW/-FW
(J 刃型)
| ノーズR |
X軸方向 |
Z 軸方向 |
| R0.4 |
0.24 |
0.03 |
| R0.8 |
0.23 |
0.04 |
| R1.2 |
0.12 |
0.03 |
TNMG-SW/-FW
(J 刃型)
| ノーズR |
X軸方向 |
Z 軸方向 |
| R0.4 |
0.24 |
0.04 |
| R0.8 |
0.21 |
0.05 |
| R1.2 |
0.16 |
0.04 |
TNMG-SW/-FW
(G 刃型)
| ノーズR |
X軸方向 |
Z 軸方向 |
| R0.4 |
0.24 |
0.02 |
| R0.8 |
0.21 |
0.02 |
| R1.2 |
0.15 |
0.02 |
TNMG-SW/-FW
(F 刃型)
| ノーズR |
X軸方向 |
Z 軸方向 |
| R0.4 |
0.02 |
0.24 |
| R0.8 |
0.02 |
0.21 |
| R1.2 |
0.02 |
0.15 |
補正⑥ R 加工時のプログラム補正 ( 補正④の工具オフセット実施後) ( 単位: mm)
ノーズR 部の食い込みによる削り過ぎを防ぐため、R 加工を行う場合、下表に沿って加工半径(R)に補正を行ってください。
DNMG-SW/-FW
(J 刃型)
| ノーズR |
食い込み量 |
R 補正量 |
| R0.4 |
0 |
0 |
| R0.8 |
0.02 |
+0.20 |
| R1.2 |
0.10 |
+0.34 |
TNMG-SW/-FW
(J 刃型)
| ノーズR |
食い込み量 |
R 補正量 |
| R0.4 |
0 |
0 |
| R0.8 |
0.03 |
+0.13 |
| R1.2 |
0.11 |
+0.36 |
TNMG-SW/-FW
(G 刃型, F 刃型)
| ノーズR |
食い込み量 |
R 補正量 |
| R0.4 |
0 |
0 |
| R0.8 |
0.02 |
+0.15 |
| R1.2 |
0.09 |
+0.38 |