

Fresas para aplicaciones a alto avance con plaquitas de 6 aristas de corte
Con un diseño de fresa robusto para una alta productividad


Aplicaciones y características
Aplicaciones







Características
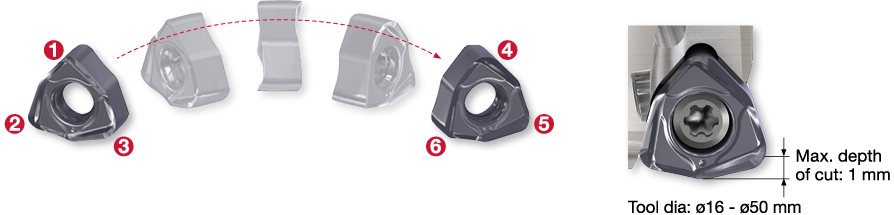
1. Plaquitas económicas reversibles de seis aristas de corte
- De 1,5 a 3 veces más aristas de corte por plaquita en comparación con las plaquitas de fresado estándar a alto avance.
- Precio-punta reducido al mecanizar aceros inoxidables y materiales difíciles, donde las plaquitas muestran un desgaste rápido.
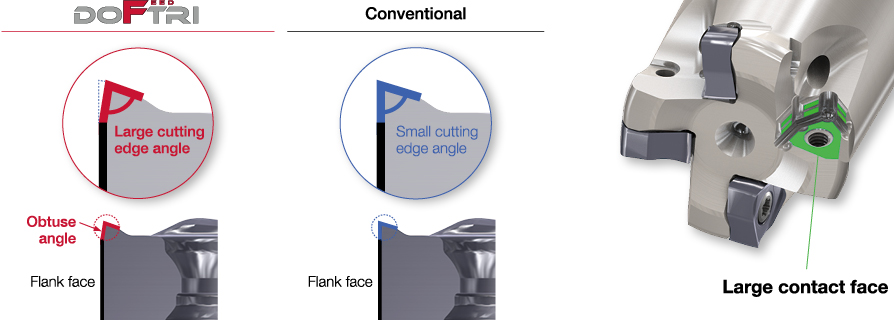
2. Diseñado para la fiabilidad y estabilidad de la herramienta
- El diseño robusto de la arista de corte forma un ángulo obtuso, lo que elimina la rotura de la plaquita durante el mecanizado.
- Una zona de contacto grande en la zona de asentamiento de la plaquita proporciona una fijación segura de la plaquita.
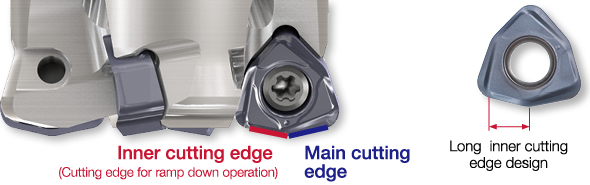
3. Excelente capacidad de mecanizado en rampa
- La arista de corte interna más larga permite mayores capacidades de reducción gradual para una mayor productividad.
- Los ángulos de rampa máximos son aumentados lo que permite además aumentar la productividad en operaciones de fresado en rampa lineal y helicoidal.
Plaquitas y calidades
Plaquitas
Calidades principales
AH3225
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la fractura
- Adecuado para acero y acero inoxidable.
AH8015
![]()
![]()
![]()
![]()
![]()
- Buen equilibrio entre resistencia al desgaste y a la fractura
- Primera opción para mecanizar aleaciones termorresistentes en condiciones de corte estándar
Portaherramientas

Tipo modular

HXWX03 (ø16 – ø32 mm)
Cabezal modular (TungFlex) para fresado a alto avance

Ejemplos prácticos
Ejemplo #1
| Pieza: | Parte estructural de la máquina |
| Material: | SS400 / E275A |
| Fresa: | EXWX03M020C20.0R03 (ø20 mm, z = 3) |
| Plaquita: | WXMU0303ZER-MM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 180 (m/min) fz = 0.9 (mm/t) ap = 0.5 (mm) ae = 20 (mm) Aplicación: Ranurado, escuadrado Refrigeración: Seco Máquina: Vertical M/C, BT40 |

Ejemplo #2
| Pieza: | Parte de equipo pesado |
| Material: | SM400 / E235A |
| Fresa: | EXWX03U1.00C1.00R04 (ø25.4 mm, z = 4) |
| Plaquita: | WXMU0303ZER-MM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 255 (m/min) fz = 0.28 (mm/t) ap = 1 (mm) ae = 25.4 (mm) Aplicación: Ampliación del agujero Refrigeración: Taladrina Máquina: Vertical M/C, CAT40 |

Ejemplo #3
| Pieza: | Parte de máquina |
| Material: | S45C / C45 |
| Fresa: | EXWX03M025C25.0R04 (ø25 mm, z = 4) |
| Plaquita: | WXMU0303ZER-MM |
| Calidad: | AH3225 |
| Condiciones de corte: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 0.5 (mm) ae = 25 (mm) Aplicación: Ranurado, escuadrado Refrigerante: Seco Máquina: Vertical M/C, BT40 |

Condiciones de corte estándar
| ISO | Material | Dureza | Prioridad | Calidad | Rompevirutas | Velocidad Vc (m/min) |
Avance por diente fz (mm/t) |
Diámetro de la herramienta: DCX (mm), Número de revoluciones: n (min-1), Velocidad de avance: Vf (mm/min), Máx. profundidad de corte: APMX = 1 mm, Número de dientes: CICT | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø16, CICT = 2 | ø20, CICT = 3 | ø25, CICT = 4 | ø32, CICT = 5 | ø40, CICT = 6 | ø50, CICT = 8 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||||
 |
Acero bajo en carbonoS15C, SS400, etc. C15, C20, etc. |
– 300HB | Primera opción | AH3225 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| Por resistencia al desgaste | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Acero al carbono, acero aleado
S55C, SCM440, etc. |
– 300HB | Primera opción | AH3225 | MM | 100 – 250 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | ||
| Por resistencia al desgaste | AH8015 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Acero pretemplado
NAK80, PX5, etc. |
30 – 40HRC | Primera opción | AH3225 | MM | 100 – 200 | 0.5 – 1.2 | 2,986 | 5,971 | 2,389 | 7,166 | 1,911 | 7,643 | 1,493 | 7,464 | 1,194 | 7,166 | 955 | 7,643 | ||
| Por resistencia al desgaste | AH8015 | Vc = 150 m/min, fz = 0.7 mm/t | ||||||||||||||||||
 |
Acero inoxidable austenitico
SUS304, SUS316, etc. |
– 200HB | Primera opción | AH3225 | MM | 80 – 150 | 0.5 – 1 | 2,389 | 4,777 | 1,911 | 5,732 | 1,529 | 6,115 | 1,194 | 5,971 | 955 | 5,732 | 764 | 6,115 | |
| Vc = 120 m/min, fz = 0.5 mm/t | ||||||||||||||||||||
| Acero inoxidable martensítico
SUS410, SUS420J1, etc. |
– 200HB | Primera opción | AH3225 | MM | 50 – 120 | 0.3 – 1 | 1,990 | 3,981 | 1,592 | 4,777 | 1,274 | 5,096 | 995 | 4,976 | 796 | 4,777 | 637 | 5,096 | ||
| Vc = 100 m/min, fz = 0.3 mm/t | ||||||||||||||||||||
 |
Fundición gris
FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | Primera opción | AH8015 | MM | 100 – 300 | 0.5 – 1.5 | 3,981 | 7,962 | 3,185 | 9,554 | 2,548 | 10,191 | 1,990 | 9,952 | 1,592 | 9,554 | 1,274 | 10,191 | |
| Para resistencia al impacto | AH3225 | Vc = 200 m/min, fz = 1 mm/t | ||||||||||||||||||
| Fundición dúctil
FCD400, etc. 400-15, 600-3, etc. |
150 – 250HB | Primera opción | AH8015 | MM | 80 – 200 | 0.5 – 1.5 | 2,986 | 5,971 | 2,389 | 7,166 | 1,911 | 7,643 | 1,493 | 7,464 | 1,194 | 7,166 | 955 | 7,643 | ||
| Para resistencia al impacto | AH3225 | Vc = 150 m/min, fz = 1 mm/t | ||||||||||||||||||
 |
Aleación de titanio
Ti-6AI-4V, etc. |
– 40HRC | Primera opción | AH3225 | MM | 30 – 60 | 0.3 – 0.7 | 796 | 1,592 | 637 | 1,911 | 510 | 2,038 | 398 | 1,990 | 318 | 1,911 | 255 | 2,038 | |
| Vc = 40 m/min, fz = 0.4 mm/t | ||||||||||||||||||||
| Superaleaciones Inconel718, etc |
– 40HRC | Primera opción | AH8015 | MM | 20 – 50 | 0.1 – 0.3 | 597 | 1,194 | 478 | 1,433 | 382 | 1,529 | 299 | 1,493 | 239 | 1,433 | 191 | 1,529 | ||
| Vc = 30 m/min, fz = 0.2 mm/t | ||||||||||||||||||||
 |
Acero reforzado | SKD61, etc. X40CrMoV5-1, etc. |
40 – 50HRC | Primera opción | AH8015 | MM | 80 – 150 | 0.1 – 0.5 | 2,389 | 4,777 | 1,911 | 5,732 | 1,529 | 6,115 | 1,194 | 5,971 | 955 | 5,732 | 764 | 6,115 |
| Para resistencia al impacto | AH3225 | Vc = 120 m/min, fz = 0.3 mm/t | ||||||||||||||||||
| SKD11, etc. X153CrMoV12, etc. |
50 – 60HRC | Primera opción | AH8015 | MM | 50 – 70 | 0.03 – 0.1 | 1,194 | 2,389 | 955 | 2,866 | 764 | 3,057 | 597 | 2,986 | 478 | 2,866 | 382 | 3,057 | ||
| Vc = 60 m/min, fz = 0.1 mm/t | ||||||||||||||||||||
Para obtener más información sobre este producto, visite nuestro catálogo en línea o descargue el informe del producto:
Métrico
Imperial

Industrias |
|
Industrias Más información |

e-Catalog |
|
Catalogo
Electronico Más información |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendaciones de herramientas según necesidades específicas
TUNG NaviRecomendaciones de herramientas según necesidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide MatrixSistema de almacenamiento de stock
MatrixSistema de almacenamiento de stock